Quel est le processus de fabrication d'un tuyau PVC ?
Quels sont les procédés de fabrication des tuyaux flexibles en PVC ?
Grâce à la recherche, au développement et à l'expérience, l'industrie des tuyaux en PVC a progressé et mûri depuis l'introduction du produit pendant la Seconde Guerre mondiale. Produit en constante évolution, les tuyaux en PVC peuvent être mieux évalués et appréciés grâce à la compréhension de leur technologie. Idéalement, les acteurs de l’industrie devraient posséder une connaissance approfondie des avantages et des limites des systèmes de tuyauterie qu’ils utilisent. À cette fin : les processus de fabrication les spécifications standard les exigences de test l'emballage l'expédition. La technologie des processus de fabrication des tuyaux en PVC est vaste et complexe. Bien avant qu'un produit fini en PVC soit prêt à être testé, inspecté et livré, ses débuts peuvent être retracés depuis les puits de pétrole ou de gaz, en passant par les usines pétrochimiques jusqu'aux opérations de mélange de PVC, et enfin jusqu'aux opérations automatisées d'extrusion, de moulage et de fabrication.
Lestuyaux en PVC sont produits à partir d'un mélange de matériaux dont l'ingrédient principal est la résine de chlorure de polyvinyle. Dans l'industrie du plastique, le mot « résine » désigne le polymère de base utilisé comme matière première et « composé » désigne un mélange homogène de résine et de divers additifs. La résine de polychlorure de vinyle est un polymère thermoplastique produit par polymérisation du monomère de chlorure de vinyle (VCM). Le chlorure de vinyle est un gaz incolore produit à partir de chlore et d'éthylène. En Amérique du Nord, les matières premières du monomère de chlorure de vinyle sont l’eau salée et le gaz naturel. Les termes thermoplasticité, polymère, monomère et polymérisation sont définis comme suit : La thermoplasticité fait référence à la propriété qui permet à un matériau d'être ramolli de manière répétée par une augmentation de la température et de durcir par une diminution de la température. Un polymère est un matériau organique qui contient un grand nombre de mêmes configurations chimiques, liées les unes aux autres comme les maillons d’une chaîne. Les longues chaînes entraînent un poids moléculaire élevé. Un monomère est la petite molécule simple à partir de laquelle la chaîne polymère est constituée. La polymérisation est la réaction qui lie les monomères dans la grande structure du polymère. Les polymères ne sont pas exclusivement fabriqués par l’homme ; on les trouve également dans une grande variété de matériaux naturels tels que les protéines, la cellulose, l'amidon et les caoutchoucs. Il existe de nombreux procédés de polymérisation qui convertissent le monomère de chlorure de vinyle en résine de chlorure de polyvinyle (polymère). Deux procédés sont les mieux adaptés à la fabrication du type de résine PVC de haute qualité nécessaire pour les tuyaux. Il s’agit de (1) la polymérisation en suspension et (2) la polymérisation en masse (parfois appelée « en vrac »). Il s'agit de procédés économiques utilisés aujourd'hui dans la production de pratiquement toutes les résines de qualité pour tuyaux en PVC.
Après la production et l'assurance qualité, les fabricants de résine expédient la résine PVC (sous forme de poudre) aux producteurs de tuyaux. Les paramètres du produit couramment évalués comprennent le poids moléculaire, la taille/dimension des particules, la teneur en matières volatiles, la densité apparente, le temps d'écoulement et le VCM résiduel. De gros wagons en vrac de 200 000 lb ou des camions en vrac de 40 000 lb sont normalement utilisés pour transporter la résine PVC. À son arrivée chez un fabricant de tuyaux, la résine est transportée pneumatiquement depuis les transporteurs en vrac vers l'usine de production de tuyaux et stockée dans des silos.
Les autres ingrédients mélangés à la résine PVC comprennent des stabilisants, des pigments, des lubrifiants, des auxiliaires de fabrication et des additifs fonctionnels. Chaque ingrédient est utilisé pour conférer des caractéristiques de transformation spécifiques ou pour améliorer les propriétés spécifiques du produit fini. Par exemple, des additifs fonctionnels peuvent être utilisés pour augmenter le module d’élasticité du composé PVC. Les proportions de ces ingrédients mineurs varient d’un composé à l’autre. Les formulations, qui stipulent les pourcentages et les ingrédients réels utilisés dans un composé de tuyau en PVC donné, sont développées pour conférer des propriétés spécifiques dictées par l'application.
Le processus utilisé pour mélanger la résine PVC avec des ingrédients mineurs pour produire un composé d'extrusion de tuyaux en PVC est appelé mélange sec ou mélange sec. Le mélange à sec est effectué dans un mélangeur intensif à grande vitesse. Au cours du processus, la friction créée par la rotation à grande vitesse des pales du mélangeur et le mouvement intense des particules de matériau génèrent une chaleur substantielle, élevant la température des matériaux à mélanger. À mesure que les particules de PVC sont chauffées, elles se dilatent, développant un aspect poreux et irrégulier semblable à celui du pop-corn. Ces particules sont ensuite uniformément recouvertes d'ingrédients mineurs dans des proportions déterminées par la formulation du composé (certains ingrédients, tels que les lubrifiants, fondent à des températures élevées, permettant une dispersion complète et apportant une homogénéité accrue au mélange). Après un mélange intensif à température élevée pendant plusieurs minutes, la préparation d'un lot de composé PVC est terminée. Le lot est ensuite refroidi et transporté vers des silos composés pour être stocké et utilisé ultérieurement. Sur demande, le composé d'extrusion est transporté pneumatiquement vers l'opération d'extrusion de tubes, où il est introduit dans des trémies. Le composé est ensuite dosé dans les extrudeuses et la production des tuyaux commence.
Fabrication de tuyaux à paroi solide
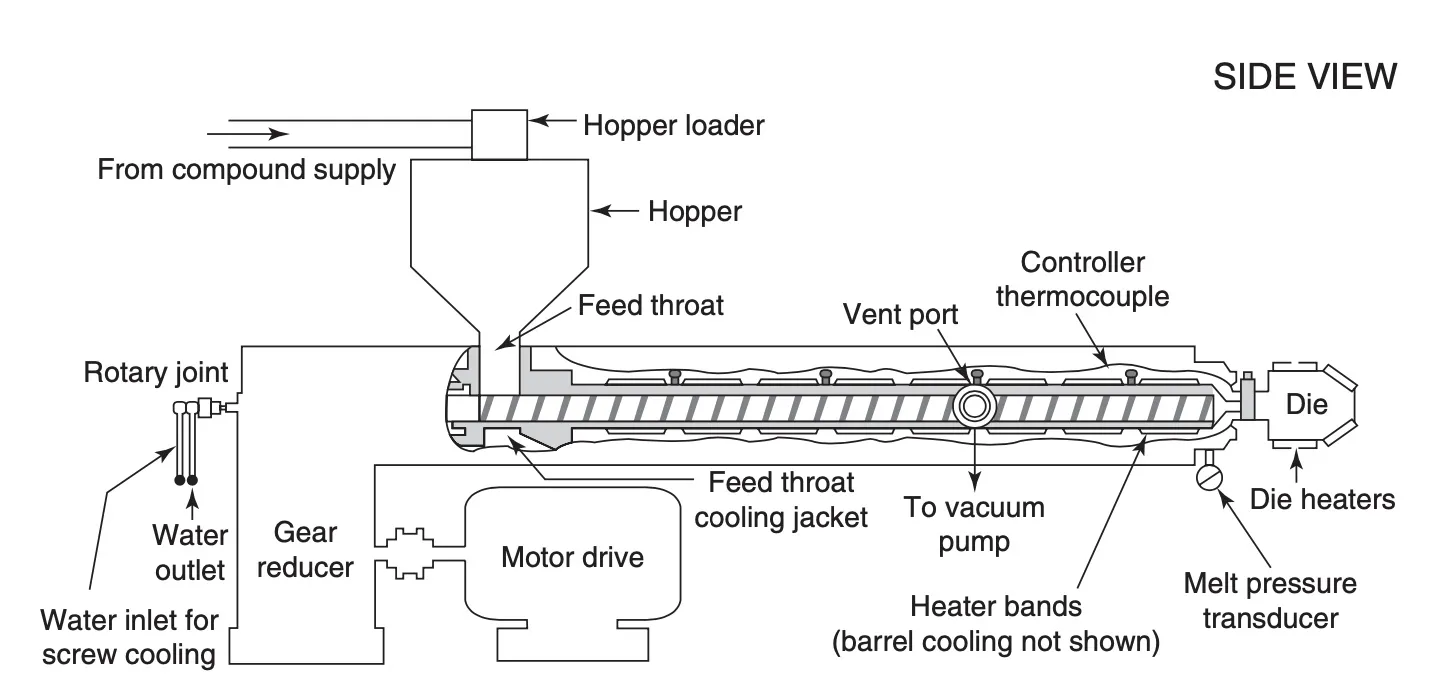
Le tuyau en PVC à paroi pleine se présente sous la forme d'un cylindre aux parois homogènes et d'épaisseur uniforme. Les surfaces intérieures et extérieures sont lisses. Les processus de fabrication à paroi solide permettent de produire des tuyaux dans des tailles allant de 1/8 po. Tuyaux de programme 40 jusqu'à 60 pouces. conduite sous pression municipale. Presque tous les produits en plastique extrudés sont fabriqués sur deux classes d'extrudeuses : (1) extrudeuses monovis (Fig. 1) ou (2) extrudeuses multivis (Fig. 2). Les produits fabriqués sur des extrudeuses à vis unique comprennent destuyaux d'arrosage, des filaments de ligne de pêche et des moulures en bois artificiel. De plus, la plupart des tuyaux sont fabriqués à partir de matériaux thermoplastiques autres que le PVC, tels que le styrène, le polybutylène (PB), le polyéthylène (PE) et l'acrylonitrile butadiène styrène (ABS), et sont produits sur des extrudeuses monovis. Bien que des machines à vis unique puissent être utilisées pour les tuyaux en PVC, la majeure partie des tuyaux en PVC produits dans le monde aujourd'hui est fabriquée sur des extrudeuses multivis.
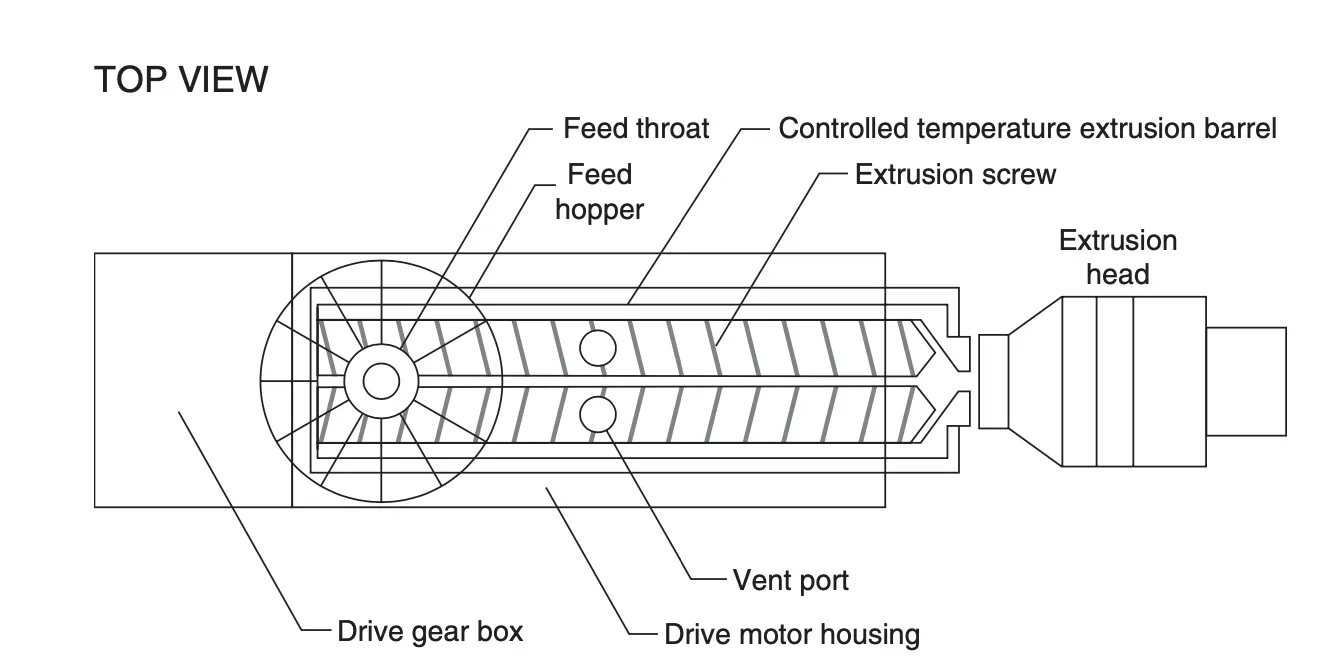
La popularité de l'extrudeuse multivis pour la production de tuyaux en PVC peut être attribuée à la flexibilité de traitement supplémentaire qu'elle offre par rapport aux extrudeuses monovis. La même ténacité et la même résistance qui font du PVC un excellent matériau pour tuyaux en font également un matériau relativement difficile à traiter. La polyvalence de l’extrudeuse multivis permet un traitement à des températures plus basses pour un excellent contrôle dimensionnel, avec de plus petites quantités d’ingrédients de composition nécessaires, offrant ainsi au PVC toute sa résistance potentielle. Le composé de PVC sous sa forme de poudre s'écoule de la trémie d'alimentation à travers la gorge d'alimentation jusqu'au cylindre de l'extrudeuse, où il est reçu par des vis rotatives. Le matériau est ensuite transporté avec une action de pompage par les vis s'engrenant à travers l'extrudeuse. Lorsque le matériau passe à travers l’extrudeuse et est exposé à une chaleur et une pression soigneusement contrôlées, il est transformé de poudre sèche en une masse plastique visqueuse. Ce processus est soigneusement surveillé et contrôlé avec précision afin de garantir les propriétés correctes du produit fini. Lorsque le processus de plastification (ramollissement) est terminé et que les matières volatiles ont été éliminées du plastique fondu, le matériau est correctement préparé pour le formage final. La masse visqueuse et élastique de plastique est extrudée dans la filière de formation de tuyaux sous haute pression (2 000 à 5 000 psi). Dans le tuyau, dans les filières d'extrusion, la matière plastique chaude prend une forme cylindrique. Lorsqu'il quitte la filière d'extrusion par l'orifice de sortie, le matériau est extrêmement chaud (environ 400°F), flexible et malléable. Dans cet état, le plastique chaud est transformé avec une précision dimensionnelle en un produit fini, puis refroidi jusqu'à l'état solide. Le contrôle dimensionnel du diamètre extérieur est établi en forçant le plastique chaud à travers un manchon de calibrage avec un équipement communément appelé haul-off, au fur et à mesure qu'il est éloigné de l'extrudeuse. Le contrôle de l'épaisseur des parois est établi grâce à une synchronisation appropriée des vitesses de tirage et d'extrudeuse.
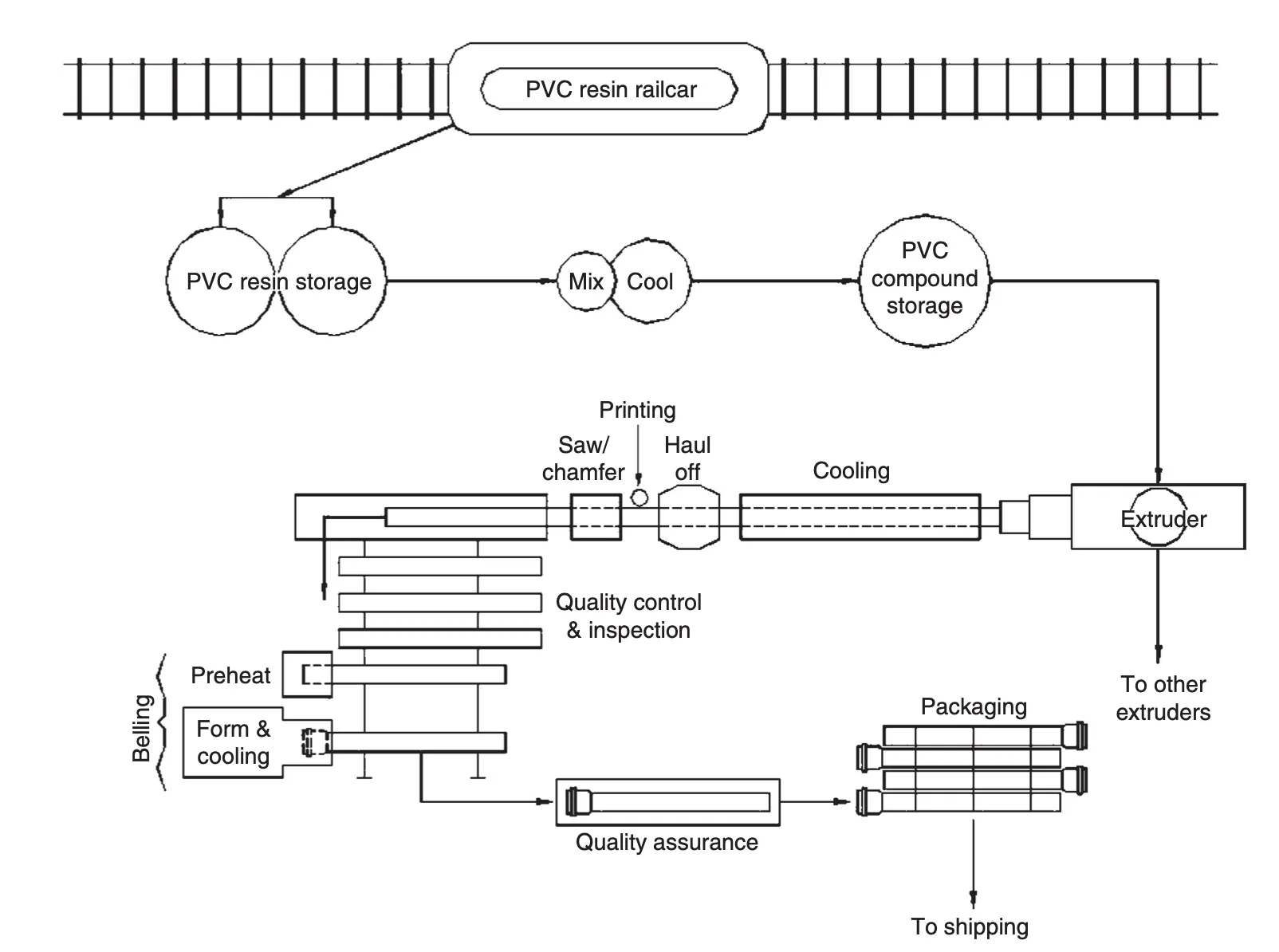
L'épaisseur de la paroi est normalement ajustée en faisant varier la vitesse de transport. La réduction de la vitesse de transport augmente l'épaisseur de la paroi, tandis que l'augmentation de la vitesse de transport réduit l'épaisseur de la paroi. Lorsque des modifications substantielles de l’épaisseur de paroi sont nécessaires, des modifications des dimensions des outils d’extrusion le sont également. Une fois le formage final terminé, le tuyau en PVC extrudé est retiré de l'extrudeuse dans des réservoirs de refroidissement, où il est refroidi par de l'eau glacée. Au moment où le tuyau sort de l’extrémité des réservoirs de refroidissement, il a refroidi jusqu’à une température à laquelle il peut être manipulé sans déformation. Après avoir quitté la station de refroidissement, le tuyau passe par une station d'impression, où les informations pertinentes sur le produit et le processus sont imprimées sur le tuyau. Au-delà de l'imprimante, le tuyau est automatiquement coupé à la bonne longueur avec des extrémités chanfreinées, un processus accompli avec une scie planétaire qui coupe et chanfreine au fur et à mesure de son déplacement avec le tuyau en mouvement. (Voir la figure 3 pour un organigramme du processus de fabrication.)
À ce stade, le tuyau en PVC fini est transféré vers une station de sonnerie, où une cloche intégrée est formée à l'extrémité du tuyau. Dans cette étape du processus, la partie du tuyau à transformer en cloche est réchauffée jusqu'à un état pliable, ce qui permet un moulage mécanique. La cloche intégrale est ensuite formée au moyen d'un outillage de précision, qui peut comprendre un mandrin interne et diverses matrices externes. Lorsque la rotule est correctement formée, le plastique est refroidi jusqu'à l'état solide et l'outillage est retiré.
Tout au long du processus de fabrication, le produit est échantillonné à une fréquence prédéterminée et soumis à des tests de contrôle qualité. Chaque pièce (à moins que l'acheteur et le fabricant conviennent d'une fréquence de test différente) est remplie d'eau et testée individuellement sous pression. Toutes les pièces non testées doivent être ainsi marquées. Des tests de contrôle qualité sont effectués sur les lots finis pour garantir que le produit répond aux spécifications de l'entreprise et de l'industrie.