Was ist der Herstellungsprozess von PVC-Schlauchrohren?
Was sind die Herstellungsprozesse von PVC-Schlauchrohren?
Durch Forschung, Entwicklung und Erfahrung hat sich die PVC-Rohrindustrie seit der Einführung des Produkts im Zweiten Weltkrieg weiterentwickelt und ausgereift. PVC-Rohre sind ein sich ständig weiterentwickelndes Produkt und können am besten beurteilt und geschätzt werden, wenn man ihre Technologie versteht. Im Idealfall sollten die Stakeholder der Branche über umfassende Kenntnisse über die Vorteile und Grenzen der von ihnen verwendeten Rohrleitungssysteme verfügen. Zu diesem Zweck: Herstellungsprozesse, Standardspezifikationen, Prüfanforderungen, Verpackung, Versand. Die Technologie der Herstellungsprozesse für PVC-Rohre ist umfangreich und aufwändig. Lange bevor ein fertiges PVC-Produkt zur Prüfung, Inspektion und Auslieferung bereit ist, können seine Anfänge von Öl- oder Gasquellen über petrochemische Anlagen bis hin zu PVC-Compoundierungsvorgängen und schließlich zu automatisierten Extrusions-, Form- und Fertigungsvorgängen zurückverfolgt werden.
PVC-Rohre werden aus einer Materialmischung hergestellt, deren Hauptbestandteil Polyvinylchloridharz ist. In der Kunststoffindustrie bezieht sich das Wort „Harz“ auf das als Rohstoff verwendete Grundpolymer und „Compound“ auf eine homogene Mischung aus Harz und verschiedenen Additiven. Polyvinylchloridharz ist ein thermoplastisches Polymer, das durch Polymerisation von Vinylchloridmonomer (VCM) hergestellt wird. Vinylchlorid ist ein farbloses Gas, das aus Chlor und Ethylen hergestellt wird. In Nordamerika sind die Rohstoffe für Vinylchloridmonomer Salzwasser und Erdgas. Die Begriffe Thermoplastizität, Polymer, Monomer und Polymerisation werden wie folgt definiert: Thermoplastizität bezieht sich auf die Eigenschaft, die es einem Material ermöglicht, durch einen Temperaturanstieg wiederholt erweicht und durch einen Temperaturabfall gehärtet zu werden. Ein Polymer ist ein organisches Material, das eine große Anzahl gleicher chemischer Konfigurationen enthält, die wie Glieder einer Kette aneinander gebunden sind. Die langen Ketten führen zu einem hohen Molekulargewicht. Ein Monomer ist das einfache, kleine Molekül, aus dem die Polymerkette besteht. Polymerisation ist die Reaktion, die Monomere in die große Struktur des Polymers einbindet. Polymere werden nicht ausschließlich künstlich hergestellt; Sie kommen auch in einer Vielzahl natürlicher Materialien wie Protein, Zellulose, Stärke und Gummi vor. Es gibt viele Polymerisationsverfahren, die Vinylchloridmonomer in Polyvinylchloridharz (Polymer) umwandeln. Für die Herstellung des für Rohre benötigten hochwertigen PVC-Harzes eignen sich am besten zwei Verfahren. Dabei handelt es sich um (1) Suspensionspolymerisation und (2) Massenpolymerisation (manchmal auch als „Masse“ bezeichnet). Dabei handelt es sich um wirtschaftliche Verfahren, die heute bei der Herstellung nahezu aller PVC-Harze in Rohrqualität eingesetzt werden.
Nach der Produktion und Qualitätssicherung versenden die Harzhersteller das PVC-Harz (in Pulverform) an die Rohrhersteller. Zu den häufig bewerteten Produktparametern gehören Molekulargewicht, Partikelgröße/-dimension, Gehalt an flüchtigen Bestandteilen, Schüttdichte, Fließzeit und restliches VCM. Für den Transport des PVC-Harzes werden normalerweise große 200.000-Pfund-Schüttgutwaggons oder 40.000-Pfund-Schüttguttransporter eingesetzt. Bei der Ankunft bei einem Rohrhersteller wird das Harz pneumatisch von den Massentransportern in die Rohrproduktionsanlage gefördert und in Silos gelagert.
Zu den weiteren Inhaltsstoffen, die mit dem PVC-Harz vermischt werden, gehören Stabilisatoren, Pigmente, Schmiermittel, Verarbeitungshilfsmittel und funktionelle Additive. Jede Zutat wird verwendet, um bestimmte Verarbeitungseigenschaften zu verleihen oder bestimmte Eigenschaften des Endprodukts zu verbessern. Beispielsweise können funktionelle Additive eingesetzt werden, um den Elastizitätsmodul des PVC-Compounds zu erhöhen. Die Anteile dieser Nebenbestandteile variieren von Verbindung zu Verbindung. Die Formulierungen, die die Prozentsätze und tatsächlichen Inhaltsstoffe festlegen, die in einer bestimmten PVC-Rohrmischung verwendet werden, wurden entwickelt, um spezifische, von der Anwendung vorgegebene Eigenschaften zu verleihen.
Das Verfahren zum Mischen von PVC-Harz mit Nebenbestandteilen zur Herstellung einer PVC-Rohr-Extrusionsmasse wird als Trockenmischung oder Trockenmischung bezeichnet. Die Trockenmischung erfolgt in einem Hochgeschwindigkeits-Intensivmischer. Dabei erzeugt die Reibung, die durch die Hochgeschwindigkeitsrotation der Mischerblätter und die intensive Bewegung der Materialpartikel entsteht, erhebliche Wärme und erhöht die Temperatur der Mischmaterialien. Wenn PVC-Partikel erhitzt werden, dehnen sie sich aus und entwickeln ein poröses, unregelmäßiges Aussehen, das dem von Popcorn ähnelt. Diese Partikel werden dann gleichmäßig mit kleineren Inhaltsstoffen in durch die Mischungsformulierung bestimmten Anteilen überzogen (einige Inhaltsstoffe, wie z. B. Schmiermittel, schmelzen bei erhöhten Temperaturen, was eine gründliche Dispersion ermöglicht und der Mischung zusätzliche Homogenität verleiht). Nach intensivem Mischen bei erhöhter Temperatur über mehrere Minuten ist die Herstellung einer PVC-Compound-Charge abgeschlossen. Anschließend wird die Charge abgekühlt und zur Lagerung und späteren Verwendung in Verbundsilos transportiert. Bei Bedarf wird die Extrusionsmasse pneumatisch zur Rohrextrusion gefördert und dort in Trichter gefüllt. Anschließend wird das Compound in die Extruder dosiert und die Rohrproduktion beginnt.
Herstellung von Vollwandrohren
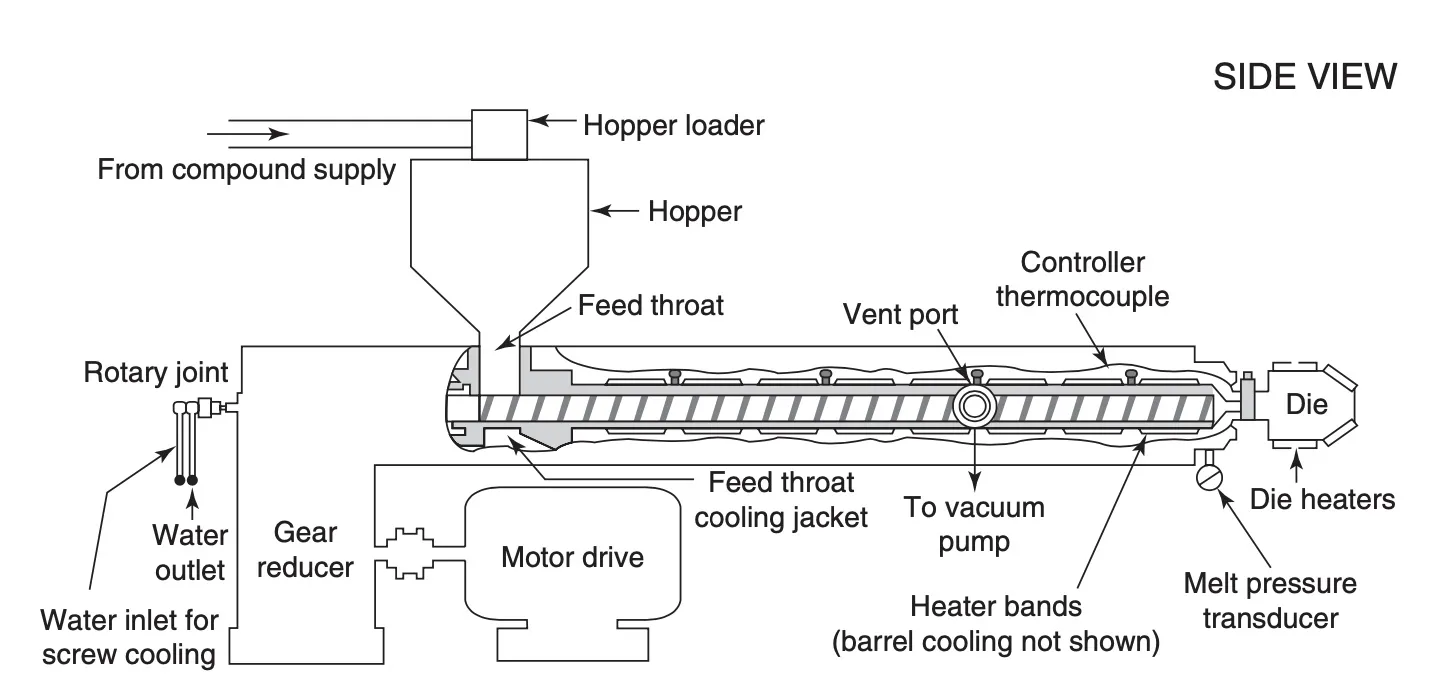
PVC-Vollwandrohre haben die Form eines Zylinders mit homogenen Wänden gleichmäßiger Dicke. Sowohl die Innen- als auch die Außenflächen sind glatt. Massivwand-Herstellungsverfahren ermöglichen die Herstellung von Rohren in Größen ab winzigen 1/8 Zoll. Planen Sie 40 Rohre bis hin zu massiven 60 Zoll. kommunale Druckleitung. Fast alle extrudierten Kunststoffprodukte werden auf zwei Klassen von Extrudern hergestellt: (1) Einschneckenextrudern (Abb. 1) oder (2) Mehrschneckenextrudern (Abb. 2). Zu den Produkten, die auf Einschneckenextrudern hergestellt werden, gehören Gartenschläuche, Angelschnurfilamente und Kunstholzformteile. Außerdem bestehen die meisten Rohre aus anderen thermoplastischen Materialien als PVC, wie z. B. Styrol, Polybutylen (PB), Polyethylen (PE) und Acrylnitril-Butadien-Styrol (ABS), und werden auf Einschneckenextrudern hergestellt. Obwohl Einschneckenmaschinen für PVC-Rohre verwendet werden können, wird der Großteil der heute weltweit produzierten PVC-Rohre auf Mehrschneckenextrudern hergestellt.
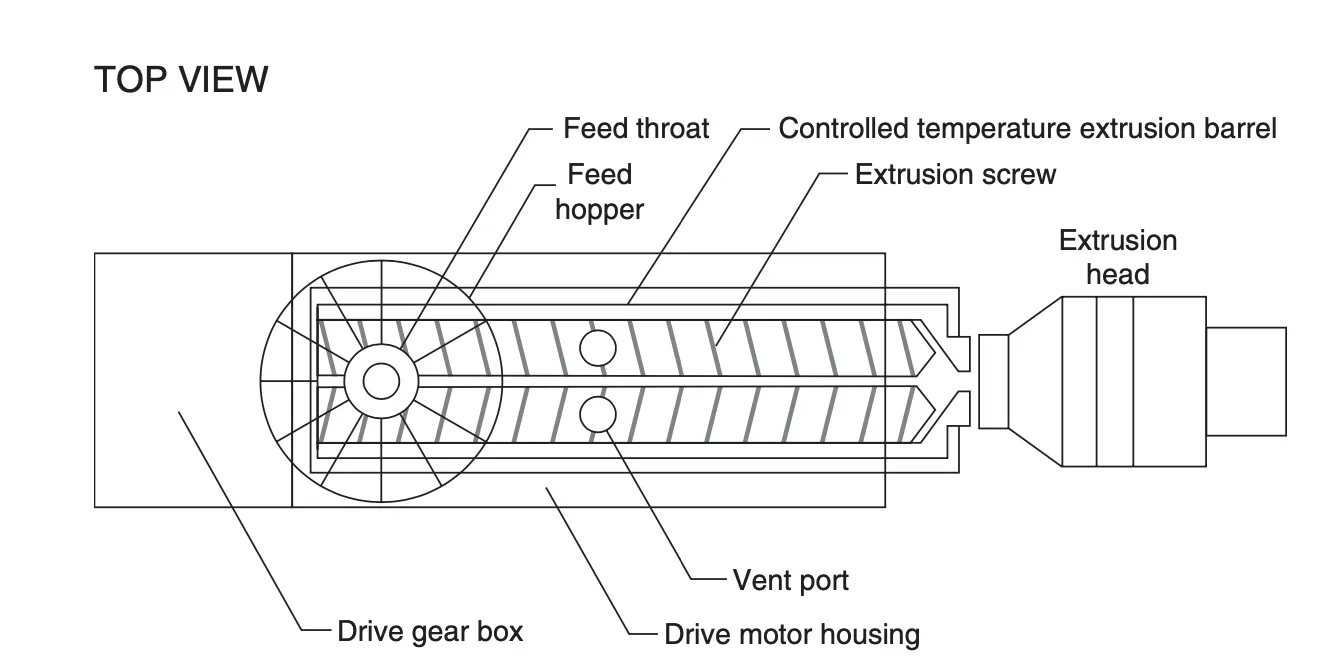
Die Beliebtheit des Mehrschneckenextruders für die Herstellung von PVC-Rohren ist auf die zusätzliche Verarbeitungsflexibilität zurückzuführen, die er gegenüber Einschneckenextrudern bietet. Die gleiche Zähigkeit und Festigkeit, die PVC zu einem so hervorragenden Rohrmaterial machen, machen es auch zu einem relativ schwierig zu verarbeitenden Material. Die Vielseitigkeit des Mehrschneckenextruders ermöglicht die Verarbeitung bei niedrigeren Temperaturen für eine hervorragende Dimensionskontrolle mit geringeren Mengen der notwendigen Compoundierungsbestandteile, wodurch PVC seine volle potenzielle Festigkeit erhält. Die PVC-Verbindung in Pulverform fließt vom Einfülltrichter durch die Einfüllöffnung in den Extruderzylinder, wo sie von rotierenden Schnecken aufgenommen wird. Anschließend wird das Material durch die ineinandergreifenden Schneckengänge pumpend durch den Extruder gefördert. Während das Material den Extruder passiert und sorgfältig kontrollierter Hitze und Druck ausgesetzt wird, wird es vom trockenen Pulver in eine viskose Kunststoffmasse umgewandelt. Dieser Prozess wird sorgfältig überwacht und genau gesteuert, um die richtigen Eigenschaften im Endprodukt zu gewährleisten. Wenn der Plastifizierungsprozess (Erweichungsprozess) abgeschlossen ist und flüchtige Bestandteile aus dem geschmolzenen Kunststoff entfernt wurden, ist das Material ordnungsgemäß für die endgültige Formgebung vorbereitet. Die viskose, elastische Kunststoffmasse wird unter hohem Druck (2.000–5.000 psi) in die Rohrformdüse extrudiert. In den Extrusionsdüsen des Rohrs wird das heiße Kunststoffmaterial in eine zylindrische Form gebracht. Beim Verlassen der Extrusionsdüse an der Austrittsöffnung ist das Material extrem heiß (ca. 400 °F), flexibel und biegsam. In diesem Zustand wird der heiße Kunststoff maßgenau zum fertigen Produkt geformt und anschließend in einen festen Zustand abgekühlt. Die Maßkontrolle des Außendurchmessers wird dadurch erreicht, dass der heiße Kunststoff mit einem Gerät, das üblicherweise als Abzug bezeichnet wird, durch eine Kalibrierhülse gedrückt wird, während er vom Extruder abgezogen wird. Die Kontrolle der Wandstärke wird durch die richtige Synchronisierung der Abzugs- und Extrudergeschwindigkeiten erreicht.
Die Wandstärke wird normalerweise durch Variation der Abzugsgeschwindigkeit angepasst. Eine Verringerung der Abzugsgeschwindigkeit erhöht die Wandstärke, während die Erhöhung der Abzugsgeschwindigkeit die Wandstärke verringert. Wenn erhebliche Änderungen der Wandstärke erforderlich sind, müssen auch die Abmessungen der Extrusionswerkzeuge geändert werden. Nach Abschluss der Endformung wird das extrudierte PVC-Rohr aus dem Extruder in Kühltanks gezogen, wo es mit gekühltem Wasser gekühlt wird. Wenn das Rohr am Ende der Kühltanks austritt, ist es auf eine Temperatur abgekühlt, bei der es ohne Verformung gehandhabt werden kann. Nach dem Verlassen der Kühlstation durchläuft das Rohr eine Druckstation, wo relevante Produkt- und Prozessinformationen auf das Rohr gedruckt werden. Hinter dem Drucker wird das Rohr automatisch auf die richtige Länge mit abgeschrägten Enden geschnitten. Dieser Vorgang wird mit einer Planetensäge durchgeführt, die schneidet und anfast, während sie sich mit dem sich bewegenden Rohr bewegt. (Siehe Abb. 3 für ein Flussdiagramm des Herstellungsprozesses.)
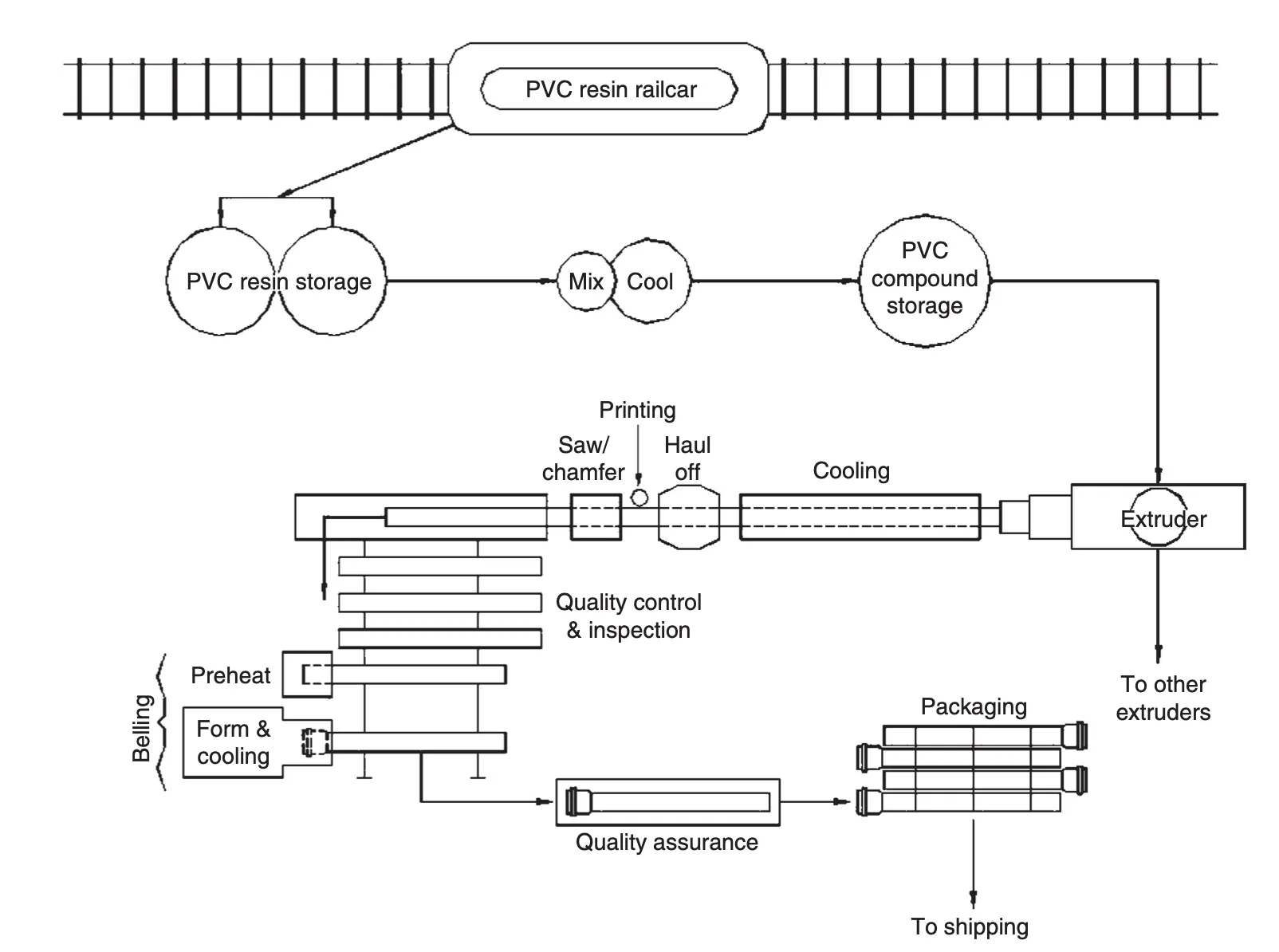
An diesem Punkt wird das fertige PVC-Rohr zu einer Glockenstation transportiert, wo am Ende des Rohrs eine integrierte Glocke geformt wird. In diesem Prozessschritt wird der zu einer Glocke zu formende Teil des Rohrs wieder in einen biegsamen Zustand erhitzt, der ein mechanisches Formen ermöglicht. Die integrale Glocke wird dann mithilfe von Präzisionswerkzeugen geformt, zu denen ein Innendorn und verschiedene Außenformen gehören können. Wenn das Kugelgelenk richtig geformt ist, wird der Kunststoff auf einen festen Zustand abgekühlt und das Werkzeug entfernt.
Während des gesamten Herstellungsprozesses wird das Produkt in einer vorgegebenen Häufigkeit beprobt und Qualitätskontrolltests unterzogen. Jedes Teil (es sei denn, Käufer und Hersteller vereinbaren eine andere Testhäufigkeit) wird mit Wasser gefüllt und einzeln einem Drucktest unterzogen. Alle nicht geprüften Teile müssen entsprechend gekennzeichnet werden. An fertigen Chargen werden Qualitätskontrolltests durchgeführt, um sicherzustellen, dass das Produkt den Unternehmens- und Branchenspezifikationen entspricht.