Каков процесс производства ПВХ шланга?
Каковы процессы производства шлангов из ПВХ?
Благодаря исследованиям, разработкам и опыту промышленность труб из ПВХ продвинулась вперед и достигла зрелости с тех пор, как этот продукт был представлен на рынке во время Второй мировой войны. Трубы из ПВХ, постоянно развивающийся продукт, можно лучше всего оценить, поняв их технологию. В идеале заинтересованные стороны отрасли должны обладать всесторонними знаниями о преимуществах и ограничениях используемых ими трубопроводных систем. С этой целью: производственные процессы, стандартные спецификации, требования к тестированию, упаковка, доставка. Технология производства труб ПВХ обширна и сложна. Задолго до того, как готовый продукт из ПВХ будет готов к испытаниям, проверке и доставке, его начало можно проследить от нефтяных или газовых скважин, через нефтехимические заводы до операций по производству компаундов ПВХ и, наконец, до автоматизированных операций экструзии, формования и производства.
Трубы ПВХ производятся из смеси материалов, основным ингредиентом которых является поливинилхлоридная смола. В промышленности пластмасс слово «смола» относится к основному полимеру, используемому в качестве сырья, а слово «компаунд» относится к гомогенной смеси смолы и различных добавок. Поливинилхлоридная смола представляет собой термопластичный полимер, получаемый полимеризацией мономера винилхлорида (ВХМ). Винилхлорид — бесцветный газ, получаемый из хлора и этилена. В Северной Америке сырьем для мономера винилхлорида является соленая вода и природный газ. Термины термопластичность, полимер, мономер и полимеризация определяются следующим образом: Термопластичность относится к свойству, которое позволяет материалу многократно размягчаться при повышении температуры и затвердевать при понижении температуры. Полимер – это органический материал, содержащий большое количество одинаковых химических конфигураций, связанных друг с другом, как звенья цепи. Длинные цепи приводят к высокой молекулярной массе. Мономер — это простая небольшая молекула, из которой состоит полимерная цепь. Полимеризация — это реакция, которая связывает мономеры в большую структуру полимера. Полимеры не являются исключительно искусственными; они также содержатся в большом количестве природных материалов, таких как белок, целлюлоза, крахмал и каучуки. Существует множество процессов полимеризации, которые превращают мономер винилхлорида в поливинилхлоридную смолу (полимер). Два процесса лучше всего подходят для производства высококачественной ПВХ-смолы, необходимой для изготовления труб. Это (1) суспензионная полимеризация и (2) массовая (иногда называемая «объемной») полимеризация. Сегодня это экономичные процессы, используемые при производстве практически всех трубных смол из ПВХ.
После производства и проверки качества производители смол отправляют смолу ПВХ (в виде порошка) производителям труб. Обычно оцениваемые параметры продукта включают молекулярную массу, размер/размер частиц, содержание летучих веществ, насыпную плотность, время истечения и остаточный VCM. Для перевозки ПВХ-смолы обычно используются большие железнодорожные вагоны грузоподъемностью 200 000 фунтов или грузовики грузоподъемностью 40 000 фунтов. По прибытии к производителю труб смола пневматически транспортируется из сыпучих транспортеров на завод по производству труб и хранится в силосах.
Другие ингредиенты, входящие в состав смолы ПВХ, включают стабилизаторы, пигменты, смазочные материалы, технологические добавки и функциональные добавки. Каждый ингредиент используется для придания определенных технологических характеристик или улучшения определенных свойств готового продукта. Например, функциональные добавки могут использоваться для увеличения модуля упругости ПВХ-соединения. Пропорции этих второстепенных ингредиентов будут варьироваться от соединения к соединению. Рецептуры, в которых оговаривается процентное содержание и фактические ингредиенты, используемые в данном составе труб из ПВХ, разработаны для придания конкретных свойств, диктуемых применением.
Процесс, используемый для смешивания смолы ПВХ с второстепенными ингредиентами для получения компаунда для экструзии труб из ПВХ, называется составлением сухой смеси или сухим смешиванием. Сухое смешивание проводят в высокоскоростном миксере интенсивного действия. При этом трение, создаваемое высокоскоростным вращением лопастей смесителя и интенсивным движением частиц материала, выделяет значительное количество тепла, повышая температуру смешиваемых материалов. При нагревании частицы ПВХ расширяются, приобретая пористый, неровный вид, напоминающий попкорн. Затем эти частицы равномерно покрываются второстепенными ингредиентами в пропорциях, определяемых рецептурой соединения (некоторые ингредиенты, такие как смазочные материалы, плавятся при повышенных температурах, что позволяет тщательно диспергировать и придавать смеси дополнительную однородность). После интенсивного перемешивания при повышенных температурах в течение нескольких минут приготовление партии ПВХ компаунда завершается. Затем партию охлаждают и транспортируют в составные силосы для хранения и последующего использования. По требованию экструзионная смесь пневматически транспортируется на участок экструзии труб, где она подается в бункеры. Затем смесь дозируют в экструдеры, и начинается производство труб.
Производство цельностенных труб
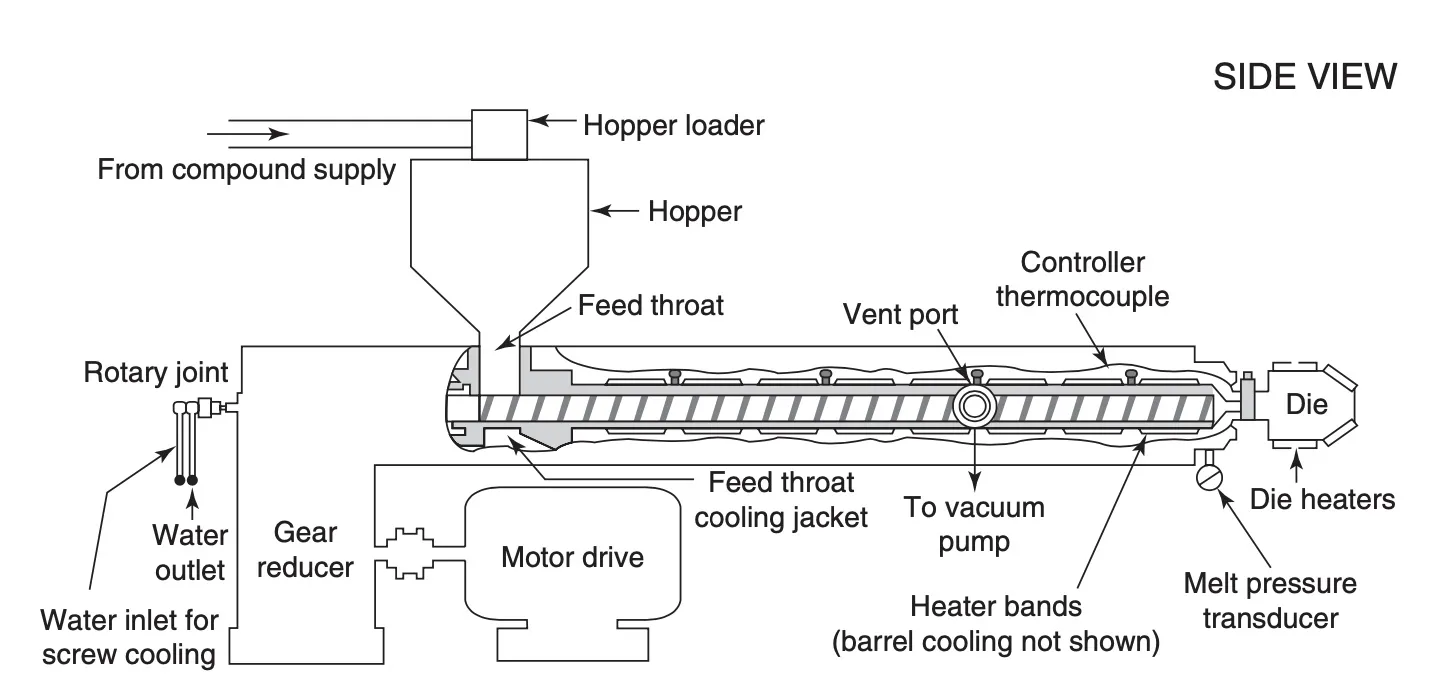
Сплошная труба ПВХ имеет форму цилиндра с однородными стенками одинаковой толщины. И внутренняя, и внешняя поверхности гладкие. Производственные процессы со сплошными стенками позволяют производить трубы размером от крошечных 1/8 дюйма. Закажите от 40 трубок до массивных 60 дюймов. муниципальный напорный трубопровод. Практически все экструдированные пластмассовые изделия производятся на двух классах экструдеров: (1) одношнековых экструдерах (рис. 1) или (2) многошнековых экструдерах (рис. 2). Продукция, изготовленная на одношнековых экструдерах, включает садовые шланги, нити лески и погонажные изделия из искусственного дерева. Также большинство труб изготавливаются из термопластических материалов, отличных от ПВХ, таких как стирол, полибутилен (ПБ), полиэтилен (ПЭ), акрилонитрил-бутадиен-стирол (АБС), производятся на одношнековых экструдерах. Хотя для труб из ПВХ можно использовать одношнековые машины, большая часть труб из ПВХ, производимых сегодня в мире, производится на многошнековых экструдерах.
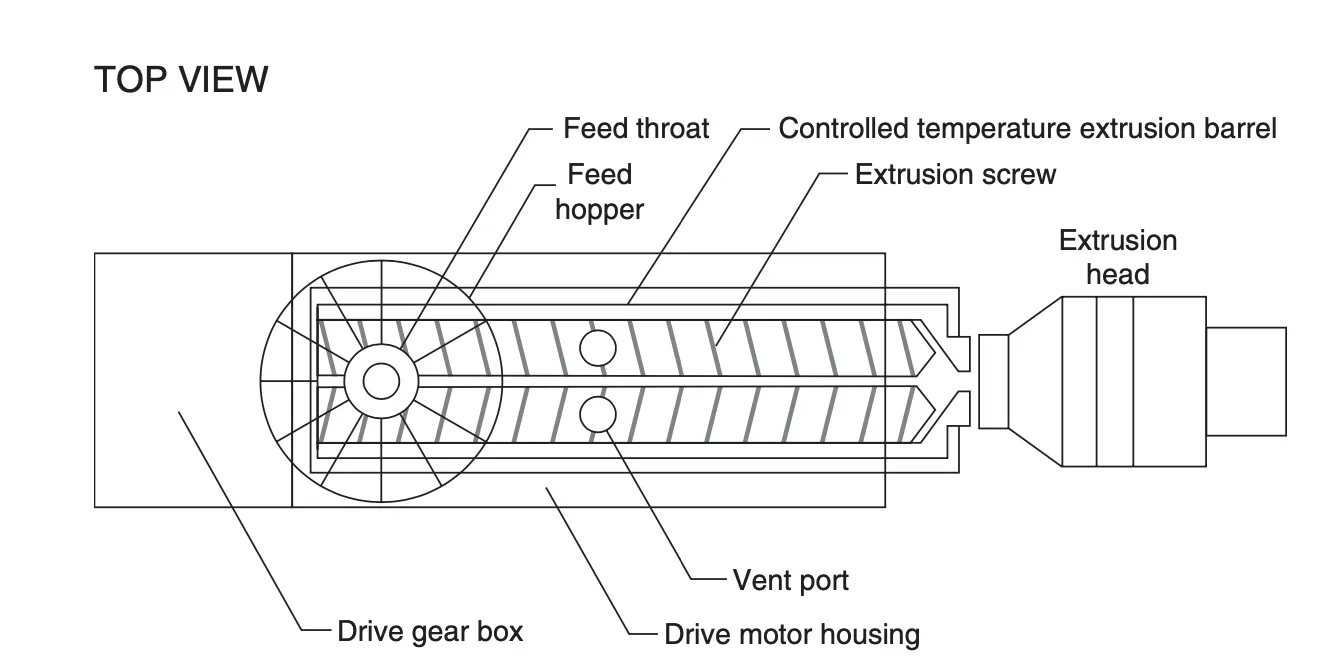
Популярность многошнекового экструдера для производства труб из ПВХ объясняется большей гибкостью обработки, которую он обеспечивает по сравнению с одношнековыми экструдерами. Та же вязкость и прочность, которая делает ПВХ таким превосходным материалом для труб, также делает его относительно трудным для обработки материалом. Универсальность многошнекового экструдера позволяет производить обработку при более низких температурах, обеспечивая превосходный контроль размеров, с меньшими количествами необходимых ингредиентов, что обеспечивает ПВХ полную потенциальную прочность. ПВХ-порошок в виде порошка поступает из загрузочного бункера через загрузочное отверстие в цилиндр экструдера, где он подается вращающимися шнеками. Затем материал перекачивается посредством витков шнеков через экструдер. Когда материал проходит через экструдер и подвергается тщательно контролируемому нагреву и давлению, он превращается из сухого порошка в вязкую пластичную массу. Этот процесс тщательно контролируется и точно контролируется, чтобы гарантировать правильные свойства готового продукта. Когда процесс пластификации (размягчения) завершен и летучие вещества удалены из расплавленного пластика, материал правильно подготовлен к окончательному формованию. Вязкая, эластичная масса пластика выдавливается в форму для формования труб под высоким давлением (2000–5000 фунтов на квадратный дюйм). В трубе с помощью экструзионных матриц горячему пластиковому материалу придается цилиндрическая форма. На выходе из экструзионной головки через выходное отверстие материал очень горячий (около 400°F), гибкий и податливый. In this state, the hot plastic is formed with dimensional accuracy into a finished product and then cooled into a solid state. Контроль размеров внешнего диаметра осуществляется путем пропускания горячего пластика через калибровочный рукав с помощью оборудования, обычно называемого вытяжным устройством, по мере того, как он вытягивается из экструдера. Контроль толщины стенок достигается за счет правильной синхронизации скоростей вытягивания и экструдера.
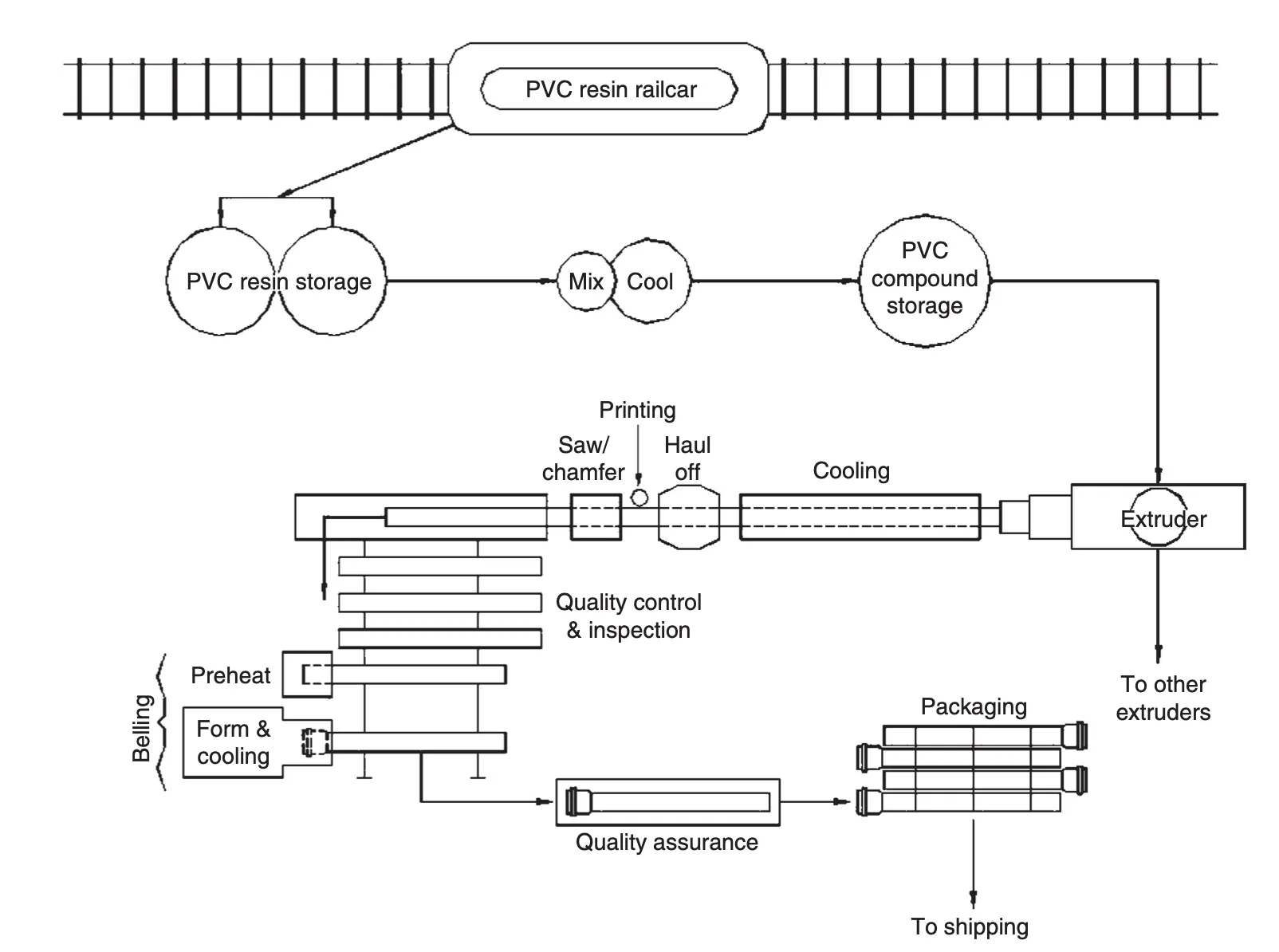
Толщина стенки обычно регулируется путем изменения скорости вытягивания. Уменьшение скорости вытягивания увеличивает толщину стенки, а увеличение скорости вытягивания уменьшает толщину стенки. Когда требуются существенные изменения толщины стенок, также необходимо изменить размеры экструзионного инструмента. По завершении окончательного формования экструдированная труба из ПВХ вытягивается из экструдера в охлаждающие резервуары, где охлаждается охлажденной водой. К моменту выхода трубы из конца охлаждающих резервуаров она остынет до температуры, при которой с ней можно будет обращаться без деформации. Покинув станцию охлаждения, труба проходит через станцию печати, где на трубе печатается соответствующая информация о продукте и процессе. За пределами принтера труба автоматически обрезается до нужной длины со скошенными концами. Этот процесс выполняется с помощью планетарной пилы, которая режет и снимает фаски по мере движения движущейся трубы. (См. блок-схему производственного процесса на рис. 3.)
На этом этапе готовая труба из ПВХ передается на раструбную станцию, где на конце трубы формируется цельный раструб. На этом этапе процесса часть трубы, из которой будет изготовлен раструб, повторно нагревается до гибкого состояния, что позволяет осуществлять механическое формование. The integral bell is then formed by means of precision tooling, which may include an internal mandrel and various external dies. Когда шаровой шарнир сформирован правильно, пластик охлаждают до твердого состояния и оснастку удаляют.
На протяжении всего производственного процесса продукт отбирается с заданной периодичностью и подвергается испытаниям контроля качества. Каждая деталь (если покупатель и производитель не договорились об иной частоте испытаний) заполняется водой и подвергается индивидуальному испытанию под давлением. Любые детали, не прошедшие испытания, должны быть отмечены соответствующим образом. Тестирование контроля качества проводится на готовых партиях, чтобы гарантировать соответствие продукта спецификациям компании и отрасли.