Cuál es el proceso de fabricación de la manguera de PVC?
¿Cuáles son los procesos de fabricación de las mangueras de PVC?
A través de la investigación, el desarrollo y la experiencia, la industria de las tuberías de PVC ha avanzado y madurado desde que se introdujo el producto durante la Segunda Guerra Mundial. Las tuberías de PVC, un producto en constante evolución, se pueden evaluar y apreciar mejor si se comprende su tecnología. Idealmente, las partes interesadas de la industria deberían poseer un conocimiento integral de las ventajas y limitaciones de los sistemas de tuberías que utilizan. Con este fin: procesos de fabricación especificaciones estándar requisitos de prueba embalaje envío. La tecnología de los procesos de fabricación de tuberías de PVC es extensa y complicada. Mucho antes de que un producto de PVC terminado esté listo para ser probado, inspeccionado y entregado, se pueden rastrear sus inicios desde los pozos de petróleo o gas, pasando por las plantas petroquímicas hasta las operaciones de compuestos de PVC y, finalmente, hasta las operaciones automatizadas de extrusión, moldeado y fabricación.
La tubería de PVC se produce a partir de una mezcla de materiales cuyo ingrediente principal es la resina de cloruro de polivinilo. En la industria del plástico, la palabra "resina" se refiere al polímero básico utilizado como materia prima y "compuesto" se refiere a una mezcla homogénea de resina y varios aditivos. La resina de cloruro de polivinilo es un polímero termoplástico producido por la polimerización del monómero de cloruro de vinilo (VCM). El cloruro de vinilo es un gas incoloro producido a partir de cloro y etileno. En América del Norte, las materias primas del monómero de cloruro de vinilo son el agua salada y el gas natural. Los términos termoplasticidad, polímero, monómero y polimerización se definen de la siguiente manera: La termoplasticidad se refiere a la propiedad que permite que un material se ablande repetidamente con un aumento de temperatura y se endurezca con una disminución de temperatura. Un polímero es un material orgánico que contiene una gran cantidad de configuraciones químicas iguales, unidas entre sí como eslabones de una cadena. Las cadenas largas dan como resultado un alto peso molecular. Un monómero es la molécula pequeña y simple a partir de la cual se forma la cadena polimérica. La polimerización es la reacción que une los monómeros en la gran estructura del polímero. Los polímeros no son exclusivamente fabricados por el hombre; también se encuentran en una gran variedad de materiales naturales como proteínas, celulosa, almidón y cauchos. Existen muchos procesos de polimerización que convierten el monómero de cloruro de vinilo en resina de cloruro de polivinilo (polímero). Dos procesos son los más adecuados para la fabricación del tipo de resina de PVC de alta calidad necesaria para las tuberías. Son (1) polimerización en suspensión y (2) polimerización en masa (a veces denominada “en masa”). Estos son procesos económicos que se utilizan en la producción de prácticamente todas las resinas de PVC para tuberías en la actualidad.
Después de la producción y el control de calidad, los fabricantes de resina envían la resina de PVC (en forma de polvo) a los productores de tuberías. Los parámetros del producto comúnmente evaluados incluyen el peso molecular, el tamaño/dimensión de las partículas, el contenido de volátiles, la densidad aparente, el tiempo de flujo y el VCM residual. Normalmente se utilizan grandes vagones de ferrocarril de 200.000 libras o camiones de 40.000 libras para transportar la resina de PVC. Al llegar al fabricante de tubos, la resina se transporta neumáticamente desde los transportadores a granel a la planta de producción de tubos y se almacena en silos.
Otros ingredientes que se combinan con la resina de PVC incluyen estabilizadores, pigmentos, lubricantes, coadyuvantes de procesamiento y aditivos funcionales. Cada ingrediente se utiliza para impartir características de procesamiento específicas o para mejorar propiedades específicas del producto terminado. Por ejemplo, se pueden utilizar aditivos funcionales para aumentar el módulo de elasticidad del compuesto de PVC. Las proporciones de estos ingredientes menores variarán de un compuesto a otro. Las formulaciones, que estipulan los porcentajes y los ingredientes reales utilizados en un determinado compuesto para tuberías de PVC, se desarrollan para impartir propiedades específicas dictadas por la aplicación.
El proceso utilizado para mezclar resina de PVC con ingredientes menores para producir un compuesto de extrusión de tuberías de PVC se denomina mezcla en seco o mezcla en seco. La mezcla en seco se realiza en una mezcladora intensiva de alta velocidad. En el proceso, la fricción creada por la rotación de alta velocidad de las paletas del mezclador y el movimiento intenso de las partículas del material genera un calor sustancial, elevando la temperatura de los materiales mezclados. A medida que las partículas de PVC se calientan, se expanden y desarrollan una apariencia porosa e irregular similar a la de las palomitas de maíz. Luego, estas partículas quedan recubiertas uniformemente con ingredientes menores en proporciones determinadas por la formulación del compuesto (algunos ingredientes, como los lubricantes, se funden a temperaturas elevadas, lo que permite una dispersión completa y proporciona una mayor homogeneidad a la mezcla). Después de mezclar intensamente a temperaturas elevadas durante varios minutos, se completa la preparación de una tanda de compuesto de PVC. Luego, el lote se enfría y se transporta a silos compuestos para su almacenamiento y uso posterior. Según demanda, el compuesto de extrusión se transporta neumáticamente a la operación de extrusión de tuberías, donde se alimenta a las tolvas. Luego, el compuesto se dosifica en las extrusoras y comienza la producción de tubos.
Fabricación de Tubería de Pared Sólida
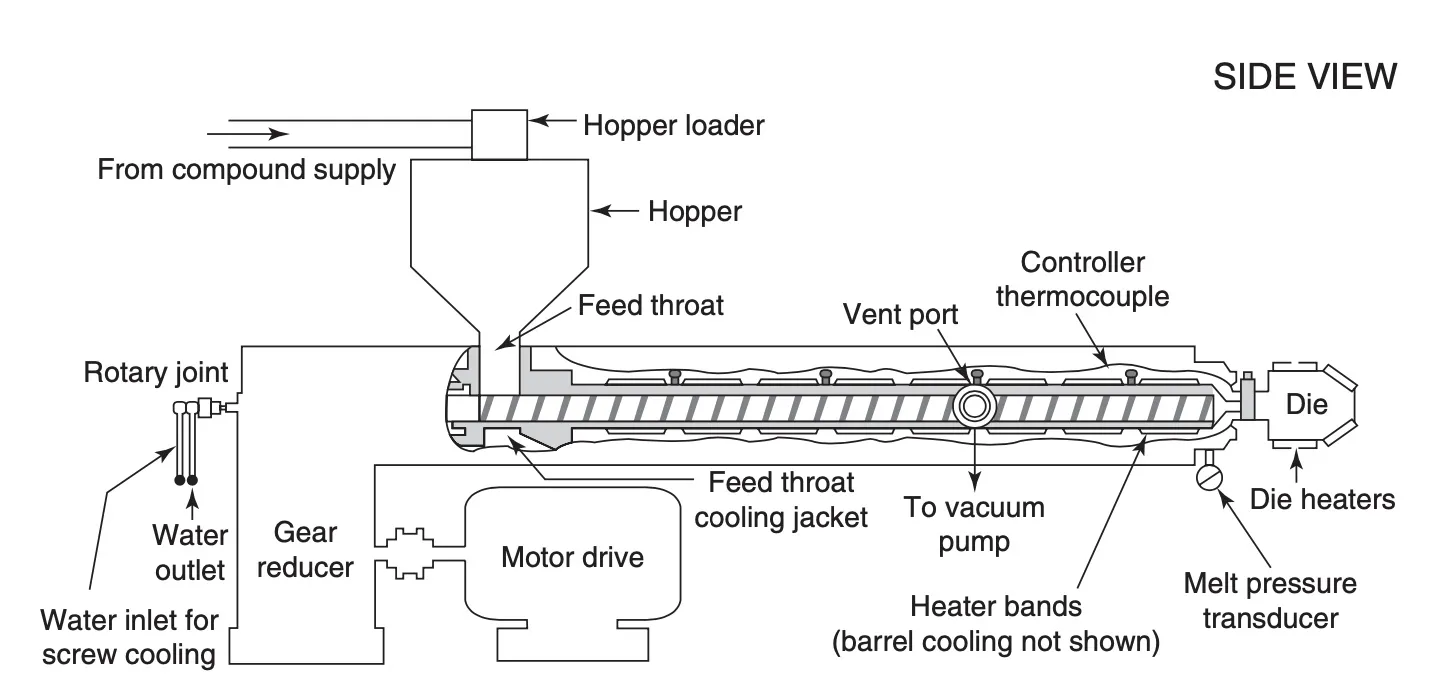
La tubería de pared sólida de PVC tiene la forma de un cilindro con paredes homogéneas de espesor uniforme. Tanto las superficies interiores como exteriores son lisas. Los procesos de fabricación de paredes sólidas permiten que las tuberías se produzcan en tamaños desde pequeños 1/8 de pulgada. Programe 40 tubos hasta enormes 60 pulgadas. Tubería de presión municipal. Casi todos los productos de plástico extruido se producen en dos clases de extrusoras: (1) extrusoras de un solo tornillo (Fig. 1) o (2) extrusoras de múltiples tornillos (Fig. 2). Los productos fabricados con extrusoras de un solo tornillo incluyenmangueras de jardín, filamentos de hilo de pescar y molduras de madera artificial. Además, la mayoría de las tuberías están hechas de materiales termoplásticos distintos del PVC, como estireno, polibutileno (PB), polietileno (PE) y acrilonitrilo butadieno estireno (ABS), y se producen en extrusoras de un solo tornillo. Aunque se pueden utilizar máquinas de un solo tornillo para tubos de PVC, la mayor parte de los tubos de PVC que se producen hoy en el mundo se fabrica en extrusoras de tornillos múltiples.
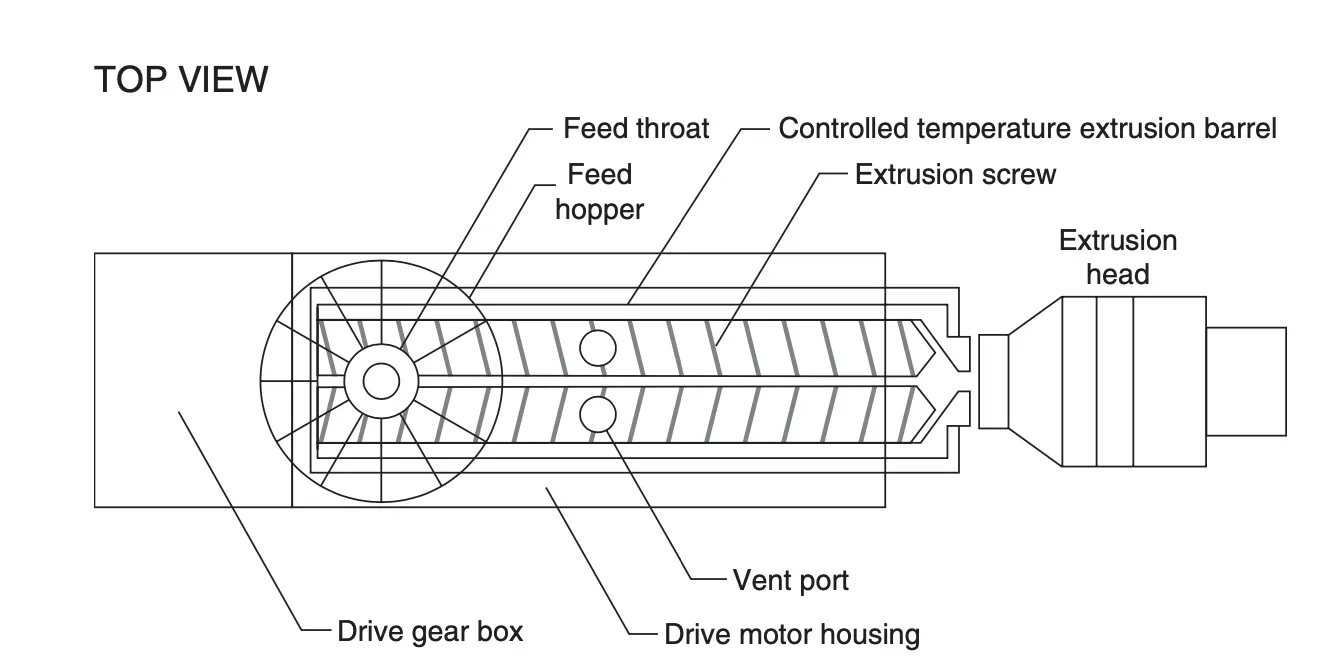
La popularidad de la extrusora de múltiples tornillos para la producción de tubos de PVC se puede atribuir a la flexibilidad de procesamiento adicional que ofrece en comparación con las extrusoras de un solo tornillo. La misma dureza y resistencia que hacen del PVC un material de tubería tan excelente también lo convierte en un material relativamente difícil de procesar. La versatilidad de la extrusora multitornillo permite el procesamiento a temperaturas más bajas para un excelente control dimensional, con cantidades más pequeñas de ingredientes de composición necesarios, proporcionando al PVC su máxima resistencia potencial. El compuesto de PVC en forma de polvo fluye desde la tolva de alimentación a través de la garganta de alimentación hasta el cilindro del extrusor, donde es recibido mediante tornillos giratorios. Luego, el material se transporta con una acción de bombeo mediante los tornillos entrelazados a través de la extrusora. A medida que el material pasa a través de la extrusora y se expone a calor y presión cuidadosamente controlados, pasa del polvo seco a una masa plástica viscosa. Este proceso es cuidadosamente monitoreado y controlado con precisión para garantizar las correctas propiedades en el producto terminado. Cuando se completa el proceso de plastificación (ablandamiento) y se eliminan los volátiles del plástico fundido, el material está preparado adecuadamente para la formación final. La masa viscosa y elástica de plástico se extruye en el molde formador de tubos a alta presión (2000 a 5000 psi). En la tubería, las matrices de extrusión dan forma cilíndrica al material plástico caliente. Al salir del troquel de extrusión por el orificio de salida, el material está extremadamente caliente (alrededor de 400 °F), flexible y maleable. En este estado, el plástico caliente se transforma con precisión dimensional en un producto terminado y luego se enfría hasta alcanzar un estado sólido. El control dimensional del diámetro exterior se establece forzando el plástico caliente a través de una manga de dimensionamiento con un equipo comúnmente llamado arrastre, a medida que se aleja de la extrusora. El control del espesor de la pared se establece mediante la sincronización adecuada de las velocidades de extracción y del extrusor.
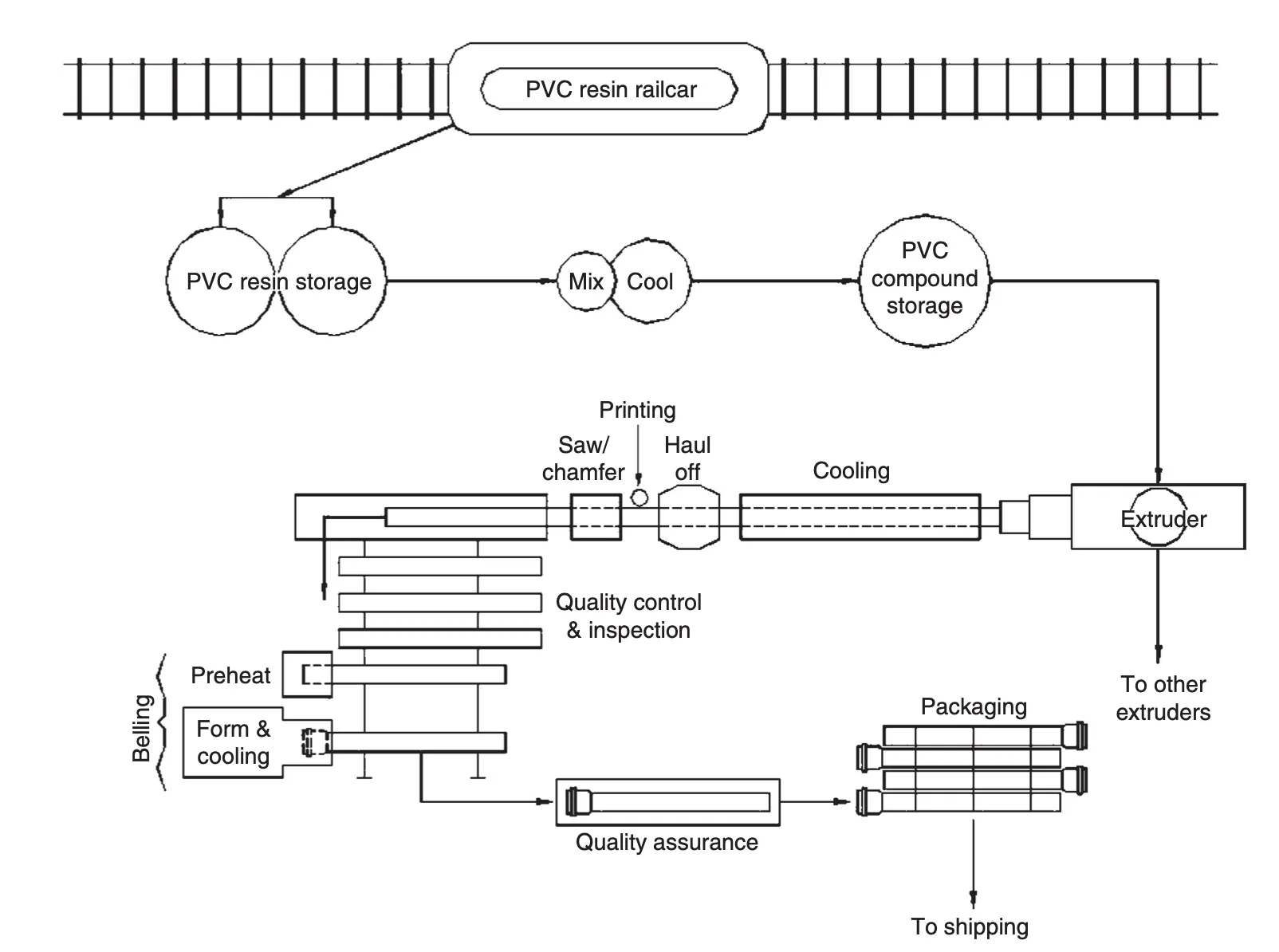
El espesor de la pared normalmente se ajusta variando la velocidad del arrastre. La reducción de la velocidad de transporte aumenta el espesor de la pared, mientras que el aumento de la velocidad de transporte reduce el espesor de la pared. Cuando se requieren cambios sustanciales en el espesor de la pared, también lo son los cambios en las dimensiones de las herramientas de extrusión. Una vez finalizado el formado final, el tubo de PVC extruido se retira de la extrusora hacia tanques de enfriamiento, donde se enfría con agua helada. Cuando la tubería emerge del extremo de los tanques de enfriamiento, se ha enfriado a una temperatura a la que se puede manipular sin distorsión. Después de salir de la estación de enfriamiento, la tubería pasa a través de una estación de impresión, donde se imprime en la tubería la información pertinente sobre el producto y el proceso. Más allá de la impresora, el tubo se corta automáticamente a la longitud correcta con extremos biselados, un proceso que se logra con una sierra planetaria que corta y bisela a medida que viaja con el tubo en movimiento. (Consulte la Fig. 3 para ver un diagrama de flujo del proceso de fabricación).
En este punto, la tubería de PVC terminada se transfiere a una estación de abocardado, donde se forma una campana integral en el extremo de la tubería. En esta etapa del proceso, la porción del tubo que se va a formar en forma de campana se recalienta hasta un estado flexible, lo que permite el moldeo mecánico. Luego se forma la campana integral mediante herramientas de precisión, que pueden incluir un mandril interno y varias matrices externas. Cuando la rótula está formada correctamente, el plástico se enfría a un estado sólido y se retiran las herramientas.
A lo largo del proceso de fabricación, el producto se muestrea con una frecuencia predeterminada y se somete a pruebas de control de calidad. Cada pieza (a menos que el comprador y el fabricante acuerden una frecuencia de prueba diferente) se llena con agua y se prueba la presión individualmente. Cualquier pieza que no haya sido probada deberá marcarse así. Se realizan pruebas de control de calidad en los lotes terminados para garantizar que el producto cumpla con las especificaciones de la empresa y la industria.