ما هي عملية تصنيع أنابيب خرطوم PVC؟
ما هي عمليات تصنيع أنابيب خرطوم PVC؟
من خلال البحث والتطوير والخبرة، تطورت صناعة الأنابيب البلاستيكية ونضجت منذ طرح المنتج خلال الحرب العالمية الثانية. إن الأنابيب البلاستيكية، وهي منتج يتطور باستمرار، يمكن تقييمها وتقديرها بشكل أفضل من خلال فهم تقنيتها. من الناحية المثالية، يجب أن يمتلك أصحاب المصلحة في الصناعة معرفة شاملة بمزايا وقيود أنظمة الأنابيب التي يستخدمونها. ولتحقيق هذه الغاية: عمليات التصنيع، المواصفات القياسية، متطلبات الاختبار، التغليف والشحن. تكنولوجيا عمليات تصنيع الأنابيب البلاستيكية واسعة النطاق ومتضمنة. قبل أن يصبح منتج PVC النهائي جاهزًا للاختبار والفحص والتسليم، يمكن تتبع بداياته من آبار النفط أو الغاز، مروراً بمصانع البتروكيماويات إلى عمليات تركيب PVC، وأخيرًا إلى عمليات البثق والقولبة والتصنيع الآلية.
يتم إنتاجالأنابيب البلاستيكية من مزيج من المواد التي يكون مكونها الرئيسي هو راتينج كلوريد البوليفينيل. في صناعة البلاستيك، تشير كلمة "الراتنج" إلى البوليمر الأساسي المستخدم كمادة خام، وتشير كلمة "المركب" إلى مزيج متجانس من الراتنج والمواد المضافة المختلفة. راتينج كلوريد البولي فينيل هو بوليمر لدن بالحرارة يتم إنتاجه عن طريق بلمرة مونومر كلوريد الفينيل (VCM). كلوريد الفينيل هو غاز عديم اللون يتم إنتاجه من الكلور والإيثيلين. في أمريكا الشمالية، المواد الخام لمونومر كلوريد الفينيل هي المياه المالحة والغاز الطبيعي. يتم تعريف مصطلحات اللدونة الحرارية والبوليمر والمونومر والبلمرة على النحو التالي: تشير اللدونة الحرارية إلى الخاصية التي تمكن المادة من التليين بشكل متكرر عن طريق زيادة درجة الحرارة وتصلبها عن طريق انخفاض درجة الحرارة. البوليمر عبارة عن مادة عضوية تحتوي على عدد كبير من التركيبات الكيميائية نفسها، المرتبطة ببعضها البعض مثل الروابط في السلسلة. السلاسل الطويلة تؤدي إلى ارتفاع الوزن الجزيئي. المونومر هو الجزيء البسيط والصغير الذي تتكون منه سلسلة البوليمر. البلمرة هي التفاعل الذي يربط المونومرات بالبنية الكبيرة للبوليمر. البوليمرات ليست من صنع الإنسان حصريًا؛ كما أنها توجد في مجموعة كبيرة ومتنوعة من المواد الطبيعية مثل البروتين والسليلوز والنشا والمطاط. هناك العديد من عمليات البلمرة التي تحول مونومر كلوريد الفينيل إلى راتينج كلوريد البولي فينيل (بوليمر). هناك عمليتان أكثر ملاءمة لتصنيع نوع راتينج PVC عالي الجودة اللازم للأنابيب. وهما (1) بلمرة التعليق و(2) بلمرة الكتلة (التي تسمى أحيانًا "السائبة"). هذه هي العمليات الاقتصادية المستخدمة في إنتاج جميع راتنجات الأنابيب البلاستيكية تقريبًا اليوم.
بعد الإنتاج وضمان الجودة، يقوم مصنعو الراتينج بشحن راتنج PVC (في شكل مسحوق) إلى منتجي الأنابيب. تشتمل معلمات المنتج التي يتم تقييمها بشكل شائع على الوزن الجزيئي، وحجم/أبعاد الجسيمات، ومحتوى المواد المتطايرة، والكثافة الظاهرية، ووقت التدفق، وVCM المتبقي. تُستخدم عادةً عربات السكك الحديدية الكبيرة التي يبلغ وزنها 200000 رطل أو شاحنات السائبة التي يبلغ وزنها 40000 رطل لنقل راتينج PVC. عند الوصول إلى الشركة المصنعة للأنابيب، يتم نقل الراتينج هوائيًا من ناقلات المواد السائبة إلى مصنع إنتاج الأنابيب وتخزينه في الصوامع.
تشمل المكونات الأخرى المركبة مع راتينج PVC المثبتات والأصباغ ومواد التشحيم ومساعدات المعالجة والمواد المضافة الوظيفية. يتم استخدام كل مكون لنقل خصائص معالجة محددة أو لتعزيز خصائص محددة للمنتج النهائي. على سبيل المثال، يمكن استخدام الإضافات الوظيفية لزيادة معامل المرونة لمركب PVC. وتختلف نسب هذه المكونات الثانوية من مركب إلى آخر. تم تطوير التركيبات، التي تنص على النسب المئوية والمكونات الفعلية المستخدمة في مركب أنابيب PVC معين، لإضفاء خصائص محددة يحددها التطبيق.
تسمى العملية المستخدمة لخلط راتينج PVC مع مكونات ثانوية لإنتاج مركب بثق الأنابيب البلاستيكية بتركيبة المزيج الجاف أو الخلط الجاف. يتم إجراء الخلط الجاف في خلاط مكثف عالي السرعة. في هذه العملية، يؤدي الاحتكاك الناتج عن الدوران عالي السرعة لشفرات الخلاط والحركة المكثفة لجزيئات المواد إلى توليد حرارة كبيرة، مما يؤدي إلى رفع درجة حرارة مواد الخلط. عندما يتم تسخين جزيئات PVC فإنها تتوسع، مما يؤدي إلى ظهور مظهر مسامي وغير منتظم يشبه مظهر الفشار. تصبح هذه الجسيمات بعد ذلك مغلفة بشكل موحد بمكونات ثانوية بنسب تحددها تركيبة المركب (بعض المكونات، مثل مواد التشحيم، تذوب عند درجات حرارة مرتفعة، مما يسمح بالتشتت الشامل وتوفير تجانس إضافي للمزيج). بعد الخلط المكثف في درجات حرارة مرتفعة لعدة دقائق، يكتمل تحضير دفعة مركب PVC. يتم بعد ذلك تبريد الدفعة ونقلها إلى صوامع مركبة للتخزين واستخدامها لاحقًا. عند الطلب، يتم نقل مركب البثق هوائيًا إلى عملية بثق الأنبوب، حيث يتم تغذيته في القواديس. يتم بعد ذلك قياس المركب في أجهزة البثق ويبدأ إنتاج الأنابيب.
تصنيع الأنابيب ذات الجدران الصلبة
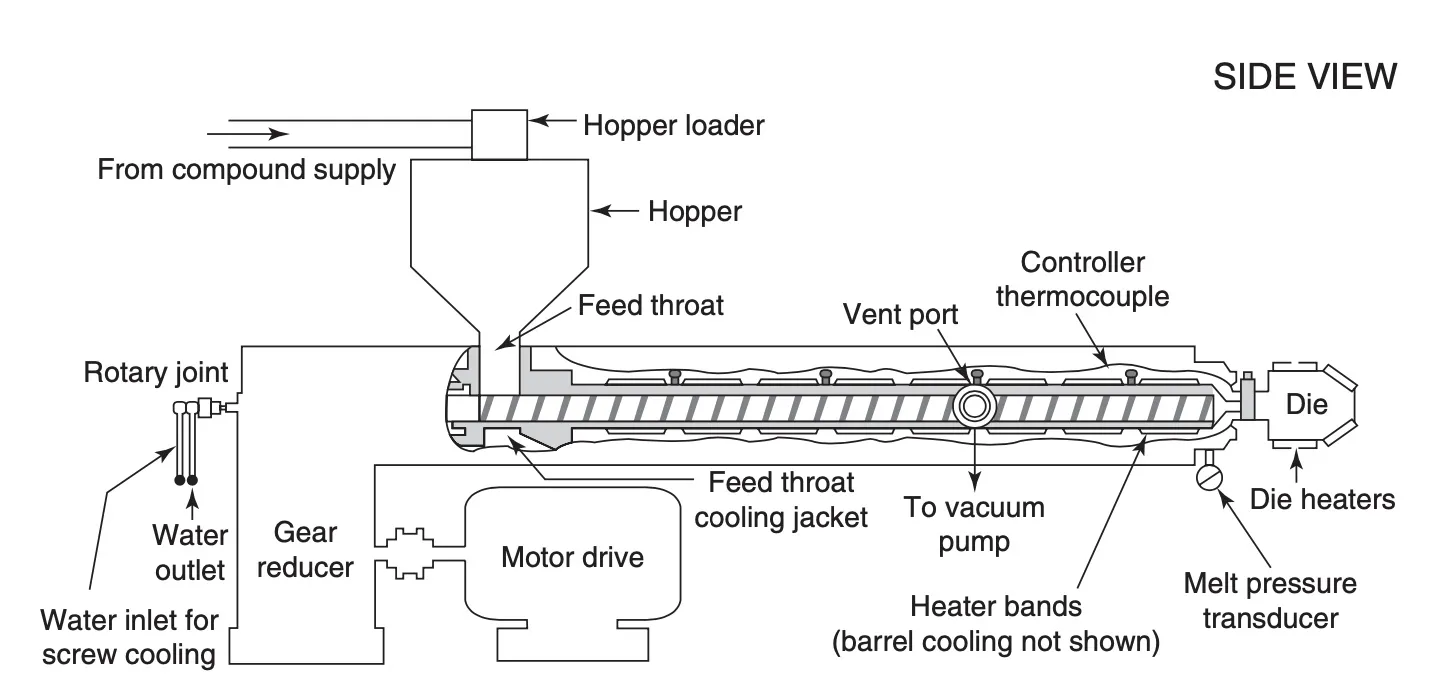
تأخذ الأنابيب ذات الجدران الصلبة PVC شكل أسطوانة ذات جدران متجانسة ذات سماكة موحدة. كل من الأسطح الداخلية والخارجية ناعمة. تسمح عمليات تصنيع الجدران الصلبة بإنتاج الأنابيب بأحجام صغيرة تبدأ من 1/8 بوصة. جدول 40 أنبوبًا يصل حجمه إلى 60 بوصة. أنابيب الضغط البلدية. يتم إنتاج جميع المنتجات البلاستيكية المبثوقة تقريبًا على فئتين من آلات البثق: (1) آلات بثق أحادية اللولب (الشكل 1) أو (2) آلات بثق متعددة اللولب (الشكل 2). تشمل المنتجات المصنوعة من طاردات ذات لولب واحدخراطيم الحدائق، وخيوط خط صيد الأسماك، وقوالب الخشب الاصطناعي. كما أن معظم الأنابيب مصنوعة من مواد لدنة بالحرارة بخلاف PVC، مثل الستايرين والبولي بيوتيلين (PB) والبولي إيثيلين (PE) وأكريلونيتريل بوتادين ستايرين (ABS)، ويتم إنتاجها على آلات بثق أحادية اللولب. على الرغم من أنه يمكن استخدام الآلات أحادية اللولب لأنابيب PVC، إلا أن الجزء الأكبر من الأنابيب البلاستيكية المنتجة في العالم اليوم يتم تصنيعها باستخدام آلات بثق متعددة اللولب.
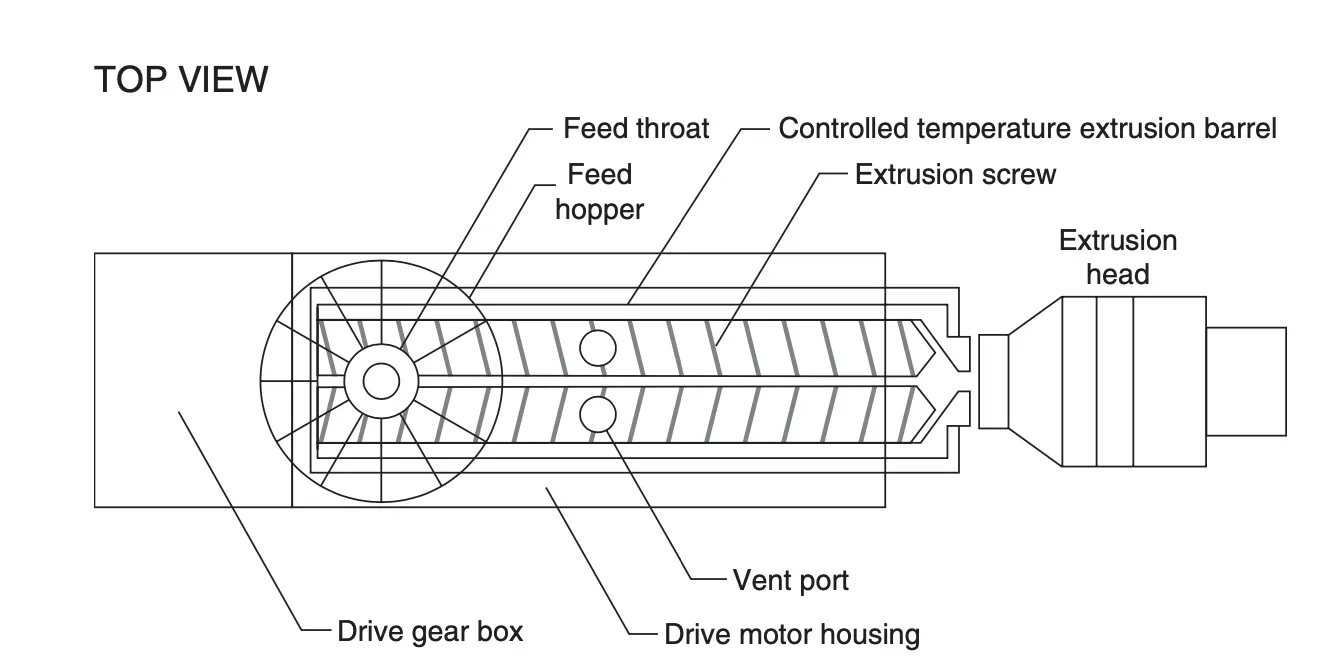
يمكن أن تعزى شعبية آلة البثق متعددة اللولب لإنتاج الأنابيب البلاستيكية إلى مرونة المعالجة الإضافية التي توفرها مقارنة بآلات البثق ذات اللولب الفردي. نفس المتانة والقوة التي تجعل من مادة PVC مادة أنابيب ممتازة تجعل من الصعب نسبيًا معالجتها. يسمح تعدد استخدامات جهاز البثق متعدد اللولب بالمعالجة في درجات حرارة منخفضة للتحكم الممتاز في الأبعاد، مع كميات أقل من المكونات المركبة الضرورية، مما يوفر للـ PVC قوته الكاملة المحتملة. يتدفق مركب PVC في شكل مسحوق من قادوس التغذية عبر حلق التغذية إلى برميل الطارد، حيث يتم استلامه بواسطة براغي دوارة. يتم بعد ذلك نقل المادة من خلال عملية الضخ عن طريق الرحلات اللولبية المتداخلة عبر الطارد. عندما تمر المادة عبر جهاز البثق وتتعرض لحرارة وضغط يتم التحكم فيهما بعناية، فإنها تتحول من المسحوق الجاف إلى كتلة بلاستيكية لزجة. تتم مراقبة هذه العملية بعناية والتحكم فيها بدقة من أجل ضمان الخصائص الصحيحة في المنتج النهائي. عند اكتمال عملية التليين (التليين) وإزالة المواد المتطايرة من البلاستيك المنصهر، يتم إعداد المادة بشكل صحيح للتشكيل النهائي. يتم بثق الكتلة المرنة اللزجة من البلاستيك في قالب تشكيل الأنابيب تحت ضغط عالٍ (2000-5000 رطل لكل بوصة مربعة). في الأنبوب، يتم تشكيل المادة البلاستيكية الساخنة في شكل أسطواني. نظرًا لأنه يترك قالب البثق عند فتحة الخروج، تكون المادة ساخنة للغاية (حوالي 400 درجة فهرنهايت)، ومرنة، ومرنّة. في هذه الحالة، يتم تشكيل البلاستيك الساخن بدقة الأبعاد إلى منتج نهائي ثم يتم تبريده إلى حالة صلبة. يتم التحكم في أبعاد القطر الخارجي عن طريق دفع البلاستيك الساخن من خلال غلاف التحجيم باستخدام قطعة من المعدات تسمى عادةً بالسحب، حيث يتم سحبها بعيدًا عن الطارد. يتم التحكم في سمك الجدار من خلال المزامنة المناسبة لسرعات السحب والطارد.
يتم ضبط سمك الجدار عادةً عن طريق تغيير سرعة النقل. يؤدي تقليل سرعة التفريغ إلى زيادة سمك الجدار، بينما تؤدي زيادة سرعة التفريغ إلى تقليل سماكة الجدار. عندما تكون هناك حاجة إلى تغييرات جوهرية في سمك الجدار، فإن التغييرات في أبعاد أدوات البثق تكون أيضًا مطلوبة. عند الانتهاء من التشكيل النهائي، يتم سحب الأنبوب PVC المبثوق بعيدًا عن الطارد إلى خزانات التبريد، حيث يتم تبريده بالماء البارد. وبحلول الوقت الذي يخرج فيه الأنبوب من نهاية خزانات التبريد، يكون قد تم تبريده إلى درجة حرارة يمكن التعامل معها دون تشويه. بعد مغادرة محطة التبريد، ينتقل الأنبوب عبر محطة الطباعة، حيث تتم طباعة معلومات المنتج والعملية ذات الصلة على الأنبوب. خارج الطابعة، يتم قطع الأنبوب تلقائيًا إلى الطول الصحيح مع نهايات مشطوفة، وهي عملية يتم إنجازها باستخدام منشار كوكبي يقوم بالقطع والشطب أثناء انتقاله مع الأنبوب المتحرك. (انظر الشكل 3 للحصول على مخطط انسيابي لعملية التصنيع.)
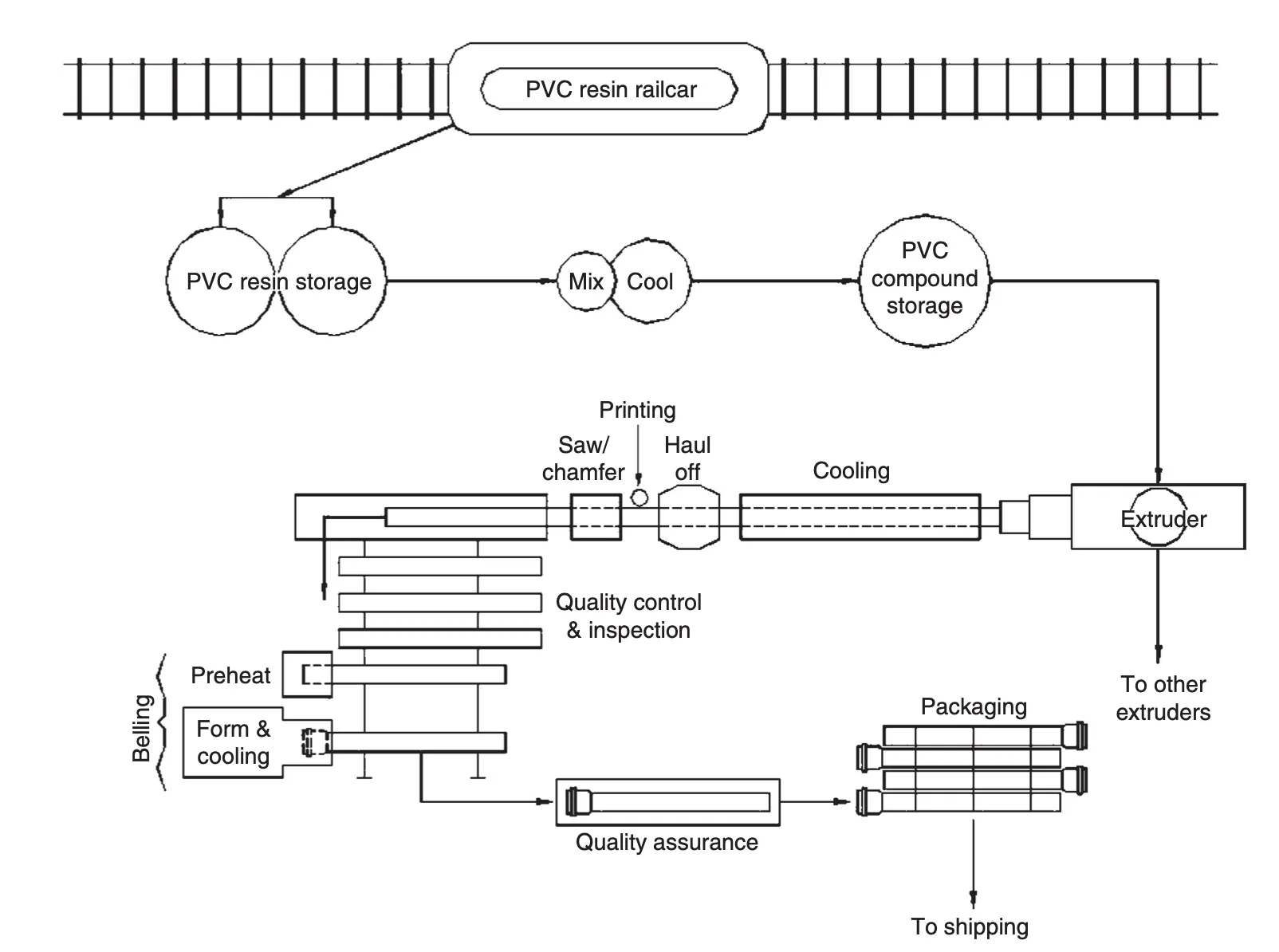
عند هذه النقطة، يتم نقل الأنابيب البلاستيكية النهائية إلى محطة الجرس، حيث يتم تشكيل جرس متكامل في نهاية الأنبوب. في هذه الخطوة من العملية، يتم إعادة تسخين جزء الأنبوب الذي سيتم تشكيله على شكل جرس إلى حالة مرنة، مما يسمح بالقولبة الميكانيكية. يتم بعد ذلك تشكيل الجرس المتكامل عن طريق الأدوات الدقيقة، والتي قد تشمل شياقًا داخليًا وقوالب خارجية مختلفة. عندما يتم تشكيل الوصلة الكروية بشكل صحيح، يتم تبريد البلاستيك إلى حالة صلبة وإزالة الأدوات.
طوال عملية التصنيع، يتم أخذ عينات من المنتج وفقًا لتكرار محدد مسبقًا وإخضاعه لاختبارات مراقبة الجودة. يتم ملء كل قطعة (ما لم يتفق المشتري والشركة المصنعة على تردد اختبار مختلف) بالماء ويتم اختبار الضغط عليها بشكل فردي. يجب أن يتم وضع علامة على أي قطع لم يتم اختبارها. يتم إكمال اختبارات مراقبة الجودة على الكميات النهائية للتأكد من أن المنتج يلبي مواصفات الشركة والصناعة.