What is manufacturing process of pvc hose pipe?
Quy trình sản xuất ống mềm PVC là gì?
Qua quá trình nghiên cứu, phát triển và trải nghiệm, ngành ống nhựa PVC đã phát triển và trưởng thành kể từ khi sản phẩm này được giới thiệu trong Thế chiến thứ hai. Là một sản phẩm không ngừng phát triển, ống PVC có thể được đánh giá và đánh giá tốt nhất thông qua sự hiểu biết về công nghệ của nó. Lý tưởng nhất là các bên liên quan trong ngành nên có kiến thức toàn diện về những ưu điểm và hạn chế của hệ thống đường ống mà họ sử dụng. Hướng tới mục tiêu này: quy trình sản xuất thông số kỹ thuật tiêu chuẩn kiểm tra yêu cầu đóng gói vận chuyển. Công nghệ của quy trình sản xuất ống PVC rất rộng rãi và có liên quan. Ngay trước khi một sản phẩm PVC thành phẩm sẵn sàng để thử nghiệm, kiểm tra và giao hàng, sự khởi đầu của nó có thể được bắt nguồn từ các giếng dầu hoặc khí đốt, thông qua các nhà máy hóa dầu đến các hoạt động kết hợp PVC và cuối cùng là các hoạt động ép đùn, đúc khuôn và chế tạo tự động.
Ống PVC được sản xuất từ hỗn hợp vật liệu có thành phần chính là nhựa polyvinyl clorua. Trong ngành nhựa, từ “nhựa” dùng để chỉ polyme cơ bản được sử dụng làm nguyên liệu thô và “hợp chất” dùng để chỉ sự pha trộn đồng nhất của nhựa và các chất phụ gia khác nhau. Nhựa polyvinyl clorua là một loại nhựa nhiệt dẻo được tạo ra bằng cách trùng hợp monome vinyl clorua (VCM). Vinyl clorua là một loại khí không màu được tạo ra từ clo và ethylene. Ở Bắc Mỹ, nguyên liệu thô của monome vinyl clorua là nước mặn và khí tự nhiên. Các thuật ngữ nhựa nhiệt dẻo, polyme, monome và trùng hợp được định nghĩa như sau: Nhựa nhiệt dẻo đề cập đến đặc tính cho phép vật liệu được làm mềm nhiều lần khi tăng nhiệt độ và cứng lại khi giảm nhiệt độ. Polyme là một vật liệu hữu cơ chứa một số lượng lớn các cấu hình hóa học giống nhau, gắn kết với nhau như các liên kết trong một chuỗi. Chuỗi dài dẫn đến trọng lượng phân tử cao. Monome là phân tử nhỏ, đơn giản mà từ đó chuỗi polymer được tạo ra. Phản ứng trùng hợp là phản ứng liên kết các monome thành cấu trúc lớn của polymer. Polyme không phải chỉ được tạo ra bởi con người; chúng cũng được tìm thấy trong nhiều loại vật liệu tự nhiên như protein, cellulose, tinh bột và cao su. Có nhiều quá trình trùng hợp chuyển đổi monome vinyl clorua thành nhựa polyvinyl clorua (polymer). Có hai quy trình phù hợp nhất để sản xuất loại nhựa PVC chất lượng cao cần thiết cho đường ống. Chúng là (1) trùng hợp huyền phù và (2) trùng hợp khối lượng (đôi khi được gọi là trùng hợp “số lượng lớn”). Đây là những quy trình kinh tế được sử dụng trong sản xuất hầu như tất cả các loại nhựa ống PVC hiện nay.
Sau khi sản xuất và đảm bảo chất lượng, các nhà sản xuất nhựa sẽ vận chuyển nhựa PVC (ở dạng bột) cho các nhà sản xuất ống. Các thông số sản phẩm thường được đánh giá bao gồm trọng lượng phân tử, kích thước/kích thước hạt, hàm lượng chất dễ bay hơi, mật độ khối, thời gian chảy và VCM dư. Các toa tàu chở hàng rời cỡ lớn 200.000 lb hoặc xe tải số lượng lớn 40.000 lb thường được sử dụng để vận chuyển nhựa PVC. Khi đến nhà sản xuất ống, nhựa được vận chuyển bằng khí nén từ các phương tiện vận chuyển số lượng lớn đến nhà máy sản xuất ống và được lưu trữ trong silo.
Các thành phần khác được kết hợp với nhựa PVC bao gồm chất ổn định, chất màu, chất bôi trơn, chất hỗ trợ xử lý và các chất phụ gia chức năng. Mỗi thành phần được sử dụng để truyền đạt các đặc tính chế biến cụ thể hoặc để nâng cao các đặc tính cụ thể của thành phẩm. Ví dụ, các chất phụ gia chức năng có thể được sử dụng để tăng mô đun đàn hồi của hợp chất PVC. Tỷ lệ của các thành phần phụ này sẽ khác nhau tùy theo từng hợp chất. Các công thức quy định tỷ lệ phần trăm và thành phần thực tế được sử dụng trong hợp chất ống PVC nhất định, được phát triển để mang lại các đặc tính cụ thể do ứng dụng quy định.
Quy trình được sử dụng để trộn nhựa PVC với các thành phần phụ để tạo ra hợp chất ép đùn ống PVC được gọi là hỗn hợp trộn khô hoặc trộn khô. Trộn khô được thực hiện trong máy trộn chuyên sâu, tốc độ cao. Trong quá trình này, ma sát được tạo ra do tốc độ quay cao của các cánh máy trộn và chuyển động mạnh của các hạt vật liệu tạo ra nhiệt đáng kể, làm tăng nhiệt độ của vật liệu trộn. Khi các hạt PVC được làm nóng, chúng nở ra, phát triển hình dạng xốp, không đều tương tự như bỏng ngô. Sau đó, các hạt này được phủ đồng đều các thành phần phụ theo tỷ lệ được xác định bởi công thức hợp chất (một số thành phần, chẳng hạn như chất bôi trơn, tan chảy ở nhiệt độ cao, cho phép phân tán triệt để và mang lại tính đồng nhất bổ sung cho hỗn hợp). Sau khi trộn kỹ ở nhiệt độ cao trong vài phút, việc chuẩn bị mẻ hỗn hợp PVC đã hoàn tất. Sau đó, mẻ được làm nguội và vận chuyển đến các silo hỗn hợp để bảo quản và sử dụng sau này. Theo yêu cầu, hợp chất ép đùn được vận chuyển bằng khí nén đến hoạt động ép đùn ống, tại đó nó được đưa vào phễu. Sau đó, hợp chất này được định lượng vào máy đùn và quá trình sản xuất đường ống bắt đầu.
Sản xuất ống vách cứng
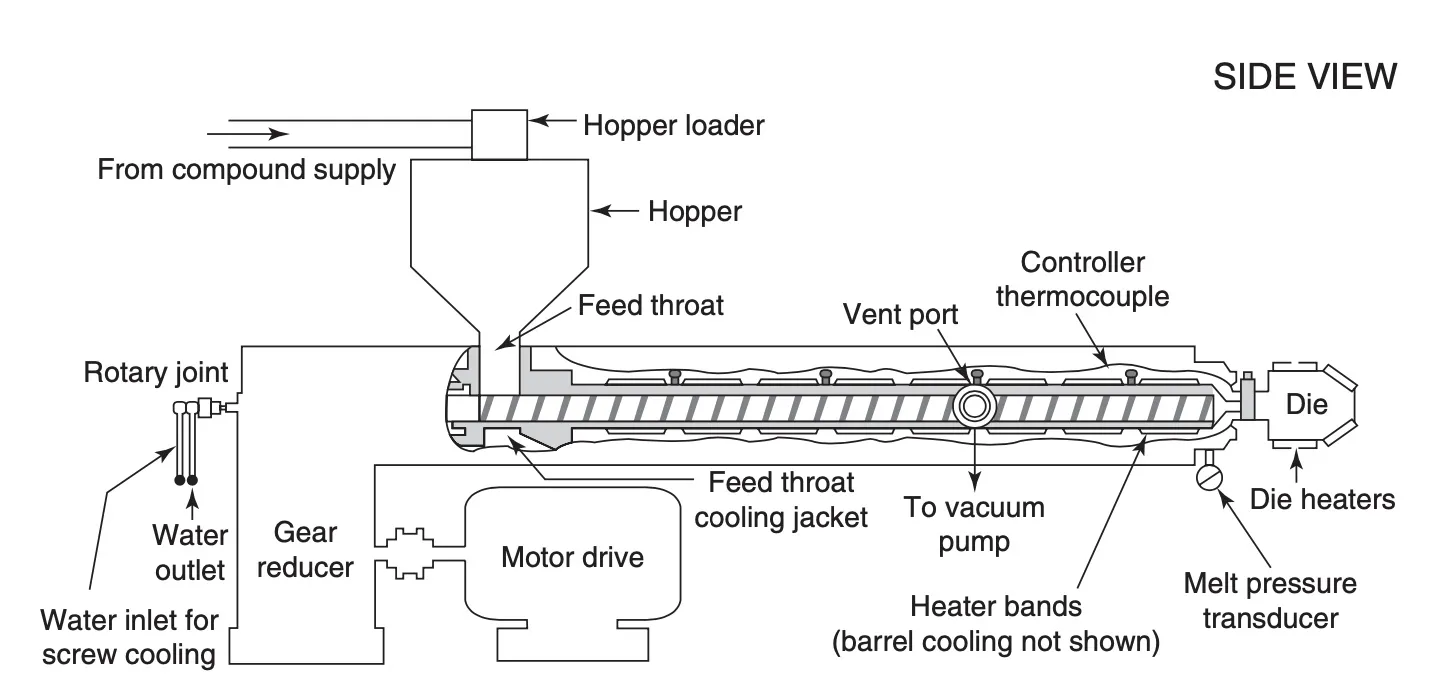
Ống vách cứng PVC có dạng hình trụ với các thành đồng nhất có độ dày đồng đều. Cả bề mặt bên trong và bên ngoài đều mịn. Quy trình sản xuất vách cứng cho phép sản xuất ống với kích thước từ 1/8 inch nhỏ. Lên lịch cho ống 40 lên đến 60 inch. đường ống áp lực đô thị. Hầu hết tất cả các sản phẩm nhựa ép đùn đều được sản xuất trên hai loại máy đùn: (1) máy đùn trục vít đơn (Hình 1) hoặc (2) máy đùn nhiều trục vít (Hình 2). Các sản phẩm được sản xuất trên máy đùn trục vít đơn bao gồmống làm vườn, sợi dây câu và khuôn gỗ nhân tạo. Ngoài ra, hầu hết các ống được làm từ vật liệu nhựa nhiệt dẻo ngoài PVC, chẳng hạn như styrene, polybutylene (PB), polyethylene (PE) và acrylonitrile butadiene styrene (ABS), được sản xuất trên máy đùn trục vít đơn. Mặc dù máy trục vít đơn có thể được sử dụng cho ống PVC nhưng phần lớn ống PVC được sản xuất trên thế giới hiện nay được sản xuất trên máy đùn nhiều trục vít.
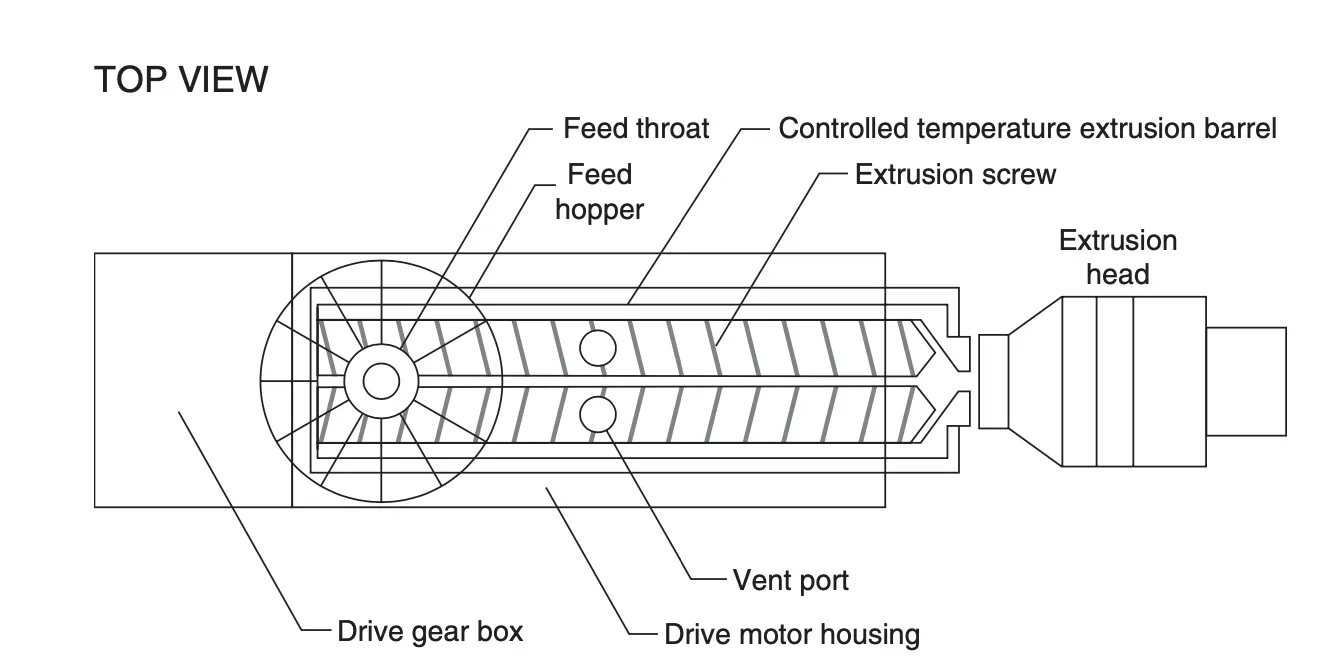
Sự phổ biến của máy đùn nhiều trục vít để sản xuất ống PVC có thể là do tính linh hoạt trong xử lý bổ sung mà nó mang lại so với máy đùn trục vít đơn. Độ dẻo dai và độ bền tương tự khiến PVC trở thành vật liệu ống tuyệt vời như vậy cũng khiến nó trở thành vật liệu tương đối khó xử lý. Tính linh hoạt của máy đùn nhiều trục vít cho phép xử lý ở nhiệt độ thấp hơn để kiểm soát kích thước tuyệt vời, với số lượng nhỏ hơn các thành phần hỗn hợp cần thiết, cung cấp cho PVC toàn bộ sức mạnh tiềm tàng của nó. Hợp chất PVC ở dạng bột chảy từ phễu cấp liệu qua họng cấp liệu vào thùng máy đùn, nơi nó được tiếp nhận bằng các vít quay. Sau đó, vật liệu được chuyển tải bằng hoạt động bơm bằng các trục vít ăn khớp qua máy đùn. Khi vật liệu đi qua máy đùn và tiếp xúc với nhiệt độ và áp suất được kiểm soát cẩn thận, nó sẽ được chuyển từ bột khô thành khối nhựa nhớt. Quá trình này được theo dõi cẩn thận và kiểm soát chính xác để đảm bảo các đặc tính chính xác của thành phẩm. Khi quá trình làm dẻo (làm mềm) hoàn tất và các chất dễ bay hơi đã được loại bỏ khỏi nhựa nóng chảy, vật liệu đã được chuẩn bị đúng cách cho quá trình tạo hình cuối cùng. Khối nhựa đàn hồi, nhớt được ép đùn vào khuôn tạo hình ống dưới áp suất cao (2.000–5.000 psi). Trong đường ống, khuôn ép đùn vật liệu nhựa nóng được tạo thành hình trụ. Khi nó rời khỏi khuôn ép đùn ở lỗ thoát, vật liệu cực kỳ nóng (khoảng 400°F), dẻo và dẻo. Ở trạng thái này, nhựa nóng được hình thành với độ chính xác về kích thước thành sản phẩm hoàn chỉnh và sau đó được làm nguội ở trạng thái rắn. Kiểm soát kích thước đường kính ngoài được thiết lập bằng cách buộc nhựa nóng đi qua ống định cỡ bằng một thiết bị thường được gọi là thiết bị kéo, khi nó được kéo ra khỏi máy đùn. Kiểm soát độ dày của tường được thiết lập thông qua việc đồng bộ hóa thích hợp tốc độ kéo và máy đùn.
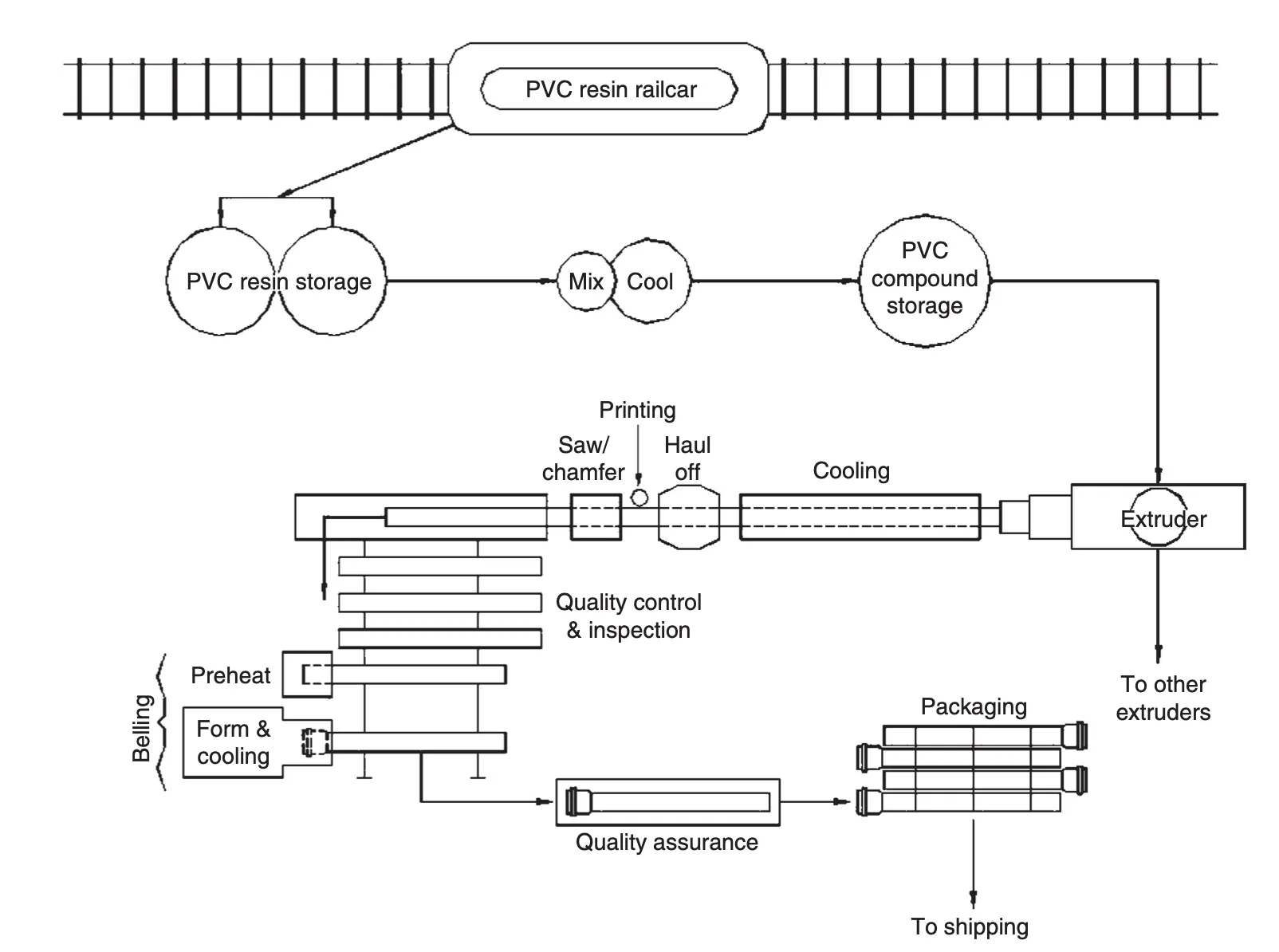
Độ dày của tường thường được điều chỉnh bằng cách thay đổi tốc độ di chuyển. Việc giảm tốc độ kéo ra sẽ làm tăng độ dày của tường, trong khi việc tăng tốc độ kéo ra sẽ làm giảm độ dày của tường. Khi cần có những thay đổi đáng kể về độ dày thành thì những thay đổi về kích thước dụng cụ ép đùn cũng vậy. Sau khi hoàn thành quá trình tạo hình cuối cùng, ống PVC ép đùn được kéo ra khỏi máy đùn vào bể làm mát, nơi nó được làm mát bằng nước lạnh. Vào thời điểm đường ống nhô ra khỏi phần cuối của bể làm mát, nó đã nguội đến nhiệt độ có thể xử lý được mà không bị biến dạng. Sau khi rời khỏi trạm làm mát, đường ống sẽ đi qua trạm in, nơi thông tin về sản phẩm và quy trình thích hợp được in trên đường ống. Ngoài máy in, đường ống được tự động cắt theo chiều dài chính xác với các đầu được vát, một quá trình được thực hiện bằng cưa hành tinh để cắt và vát khi nó di chuyển cùng với đường ống chuyển động. (Xem Hình 3 để biết sơ đồ quy trình sản xuất.)
Tại thời điểm này, ống PVC thành phẩm được chuyển đến trạm chuông, nơi một chiếc chuông tích hợp được hình thành ở đầu ống. Trong bước này của quy trình, phần ống được tạo thành hình chuông được gia nhiệt lại đến trạng thái dẻo, cho phép đúc cơ học. Chuông tích hợp sau đó được hình thành bằng dụng cụ chính xác, có thể bao gồm một trục gá bên trong và các khuôn bên ngoài khác nhau. Khi khớp bi được tạo hình đúng cách, nhựa được làm nguội đến trạng thái rắn và dụng cụ được tháo ra.
Trong suốt quá trình sản xuất, sản phẩm được lấy mẫu theo tần suất xác định trước và trải qua các cuộc kiểm tra kiểm soát chất lượng. Mỗi bộ phận (trừ khi người mua và nhà sản xuất đồng ý với tần suất kiểm tra khác nhau) được đổ đầy nước và kiểm tra áp suất riêng lẻ. Bất kỳ phần nào không được kiểm tra đều phải được đánh dấu như vậy. Thử nghiệm kiểm soát chất lượng được hoàn thành trên các lô thành phẩm để đảm bảo sản phẩm đáp ứng các thông số kỹ thuật của công ty và ngành.