Qual é o processo de fabricação da mangueira de PVC?
Quais são os processos de fabricação de mangueiras de PVC?
Através de pesquisa, desenvolvimento e experiência, a indústria de tubos de PVC avançou e amadureceu desde que o produto foi introduzido durante a Segunda Guerra Mundial. Produto em constante evolução, o tubo de PVC pode ser melhor avaliado e apreciado através do entendimento de sua tecnologia. Idealmente, as partes interessadas da indústria devem possuir um conhecimento abrangente das vantagens e limitações dos sistemas de tubagem que utilizam. Para esse fim: processos de fabricação, especificações padrão, requisitos de teste, envio de embalagens. A tecnologia dos processos de fabricação de tubos de PVC é extensa e complexa. Muito antes de um produto acabado de PVC estar pronto para teste, inspeção e entrega, seu início pode ser rastreado desde poços de petróleo ou gás, passando por plantas petroquímicas até operações de composição de PVC e, finalmente, até operações automatizadas de extrusão, moldagem e fabricação.
Otubo de PVC é produzido a partir de uma mistura de materiais cujo principal ingrediente é a resina de cloreto de polivinila. Na indústria de plásticos, a palavra “resina” refere-se ao polímero básico utilizado como matéria-prima e “composto” refere-se a uma mistura homogênea de resina e diversos aditivos. A resina de cloreto de polivinila é um polímero termoplástico produzido pela polimerização do monômero de cloreto de vinila (VCM). O cloreto de vinil é um gás incolor produzido a partir do cloro e do etileno. Na América do Norte, as matérias-primas do monômero de cloreto de vinila são água salgada e gás natural. Os termos termoplasticidade, polímero, monômero e polimerização são definidos da seguinte forma: Termoplasticidade refere-se à propriedade que permite que um material seja repetidamente amolecido por um aumento na temperatura e endurecido por uma diminuição na temperatura. Um polímero é um material orgânico que contém um grande número das mesmas configurações químicas, ligadas umas às outras como elos de uma cadeia. As longas cadeias resultam em alto peso molecular. Um monômero é a molécula simples e pequena da qual a cadeia polimérica é feita. A polimerização é a reação que liga os monômeros à grande estrutura do polímero. Os polímeros não são exclusivamente produzidos pelo homem; eles também são encontrados em uma grande variedade de materiais naturais, como proteínas, celulose, amido e borrachas. Existem muitos processos de polimerização que convertem o monômero de cloreto de vinila em resina de cloreto de polivinila (polímero). Dois processos são mais adequados para a fabricação do tipo de resina de PVC de alta qualidade necessária para tubos. Eles são (1) polimerização em suspensão e (2) polimerização em massa (às vezes chamada de “bulk”). Esses são processos econômicos usados atualmente na produção de praticamente todas as resinas para tubos de PVC.
Após a produção e garantia de qualidade, os fabricantes de resina enviam a resina de PVC (em pó) para os produtores de tubos. Os parâmetros do produto comumente avaliados incluem peso molecular, tamanho/dimensão de partícula, conteúdo de voláteis, densidade aparente, tempo de fluxo e VCM residual. Grandes vagões graneleiros de 200.000 lb ou caminhões graneleiros de 40.000 lb são normalmente usados para transportar a resina de PVC. Ao chegar ao fabricante de tubos, a resina é transportada pneumaticamente dos transportadores a granel para a planta de produção de tubos e armazenada em silos.
Outros ingredientes compostos com a resina de PVC incluem estabilizantes, pigmentos, lubrificantes, auxiliares de processamento e aditivos funcionais. Cada ingrediente é usado para conferir características específicas de processamento ou para melhorar propriedades específicas do produto acabado. Por exemplo, aditivos funcionais podem ser utilizados para aumentar o módulo de elasticidade do composto de PVC. As proporções destes ingredientes menores variam de composto para composto. As formulações, que estipulam as porcentagens e os ingredientes reais utilizados em um determinado composto de tubo de PVC, são desenvolvidas para conferir propriedades específicas ditadas pela aplicação.
O processo usado para misturar resina de PVC com ingredientes menores para produzir composto de extrusão de tubo de PVC é denominado composição de mistura seca ou mistura seca. A mistura a seco é realizada em um misturador intensivo e de alta velocidade. No processo, o atrito criado pela rotação em alta velocidade das lâminas do misturador e pelo movimento intenso das partículas do material gera calor substancial, elevando a temperatura dos materiais misturados. À medida que as partículas de PVC são aquecidas, elas se expandem, desenvolvendo uma aparência porosa e irregular, semelhante à da pipoca. Estas partículas tornam-se então uniformemente revestidas com ingredientes menores em proporções determinadas pela formulação do composto (alguns ingredientes, tais como lubrificantes, fundem a temperaturas elevadas, permitindo uma dispersão completa e proporcionando maior homogeneidade à mistura). Após mistura intensiva a temperaturas elevadas durante vários minutos, a preparação de um lote de composto de PVC está completa. O lote é então resfriado e transportado para silos compostos para armazenamento e uso posterior. Mediante solicitação, o composto de extrusão é transportado pneumaticamente para a operação de extrusão de tubos, onde é alimentado em funis. O composto é então dosado nas extrusoras e a produção dos tubos começa.
Fabricação de tubos de parede sólida
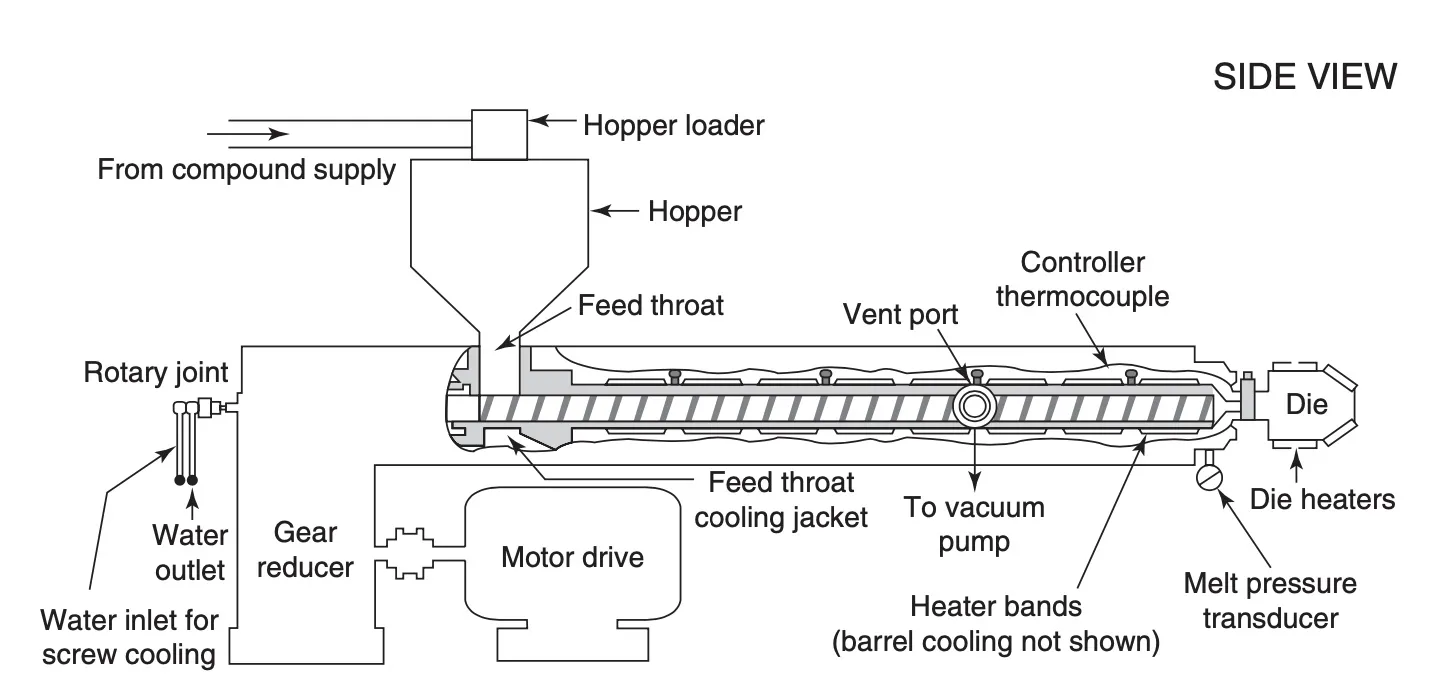
O tubo de PVC de parede sólida tem a forma de um cilindro com paredes homogêneas de espessura uniforme. Ambas as superfícies internas e externas são lisas. Os processos de fabricação de parede sólida permitem que tubos sejam produzidos em tamanhos minúsculos de 1/8 pol. Programe 40 tubos até enormes 60 pol. tubulação de pressão municipal. Quase todos os produtos plásticos extrudados são produzidos em duas classes de extrusoras: (1) extrusoras de parafuso único (Fig. 1) ou (2) extrusoras de parafuso múltiplo (Fig. 2). Os produtos feitos em extrusoras de parafuso único incluemmangueiras de jardim, filamentos de linha de pesca e moldagem de madeira artificial. Além disso, a maioria dos tubos são feitos de materiais termoplásticos diferentes do PVC, como estireno, polibutileno (PB), polietileno (PE) e acrilonitrila butadieno estireno (ABS), produzidos em extrusoras de parafuso único. Embora máquinas de parafuso único possam ser usadas para tubos de PVC, a maior parte dos tubos de PVC produzidos no mundo hoje é fabricada em extrusoras de múltiplos parafusos.
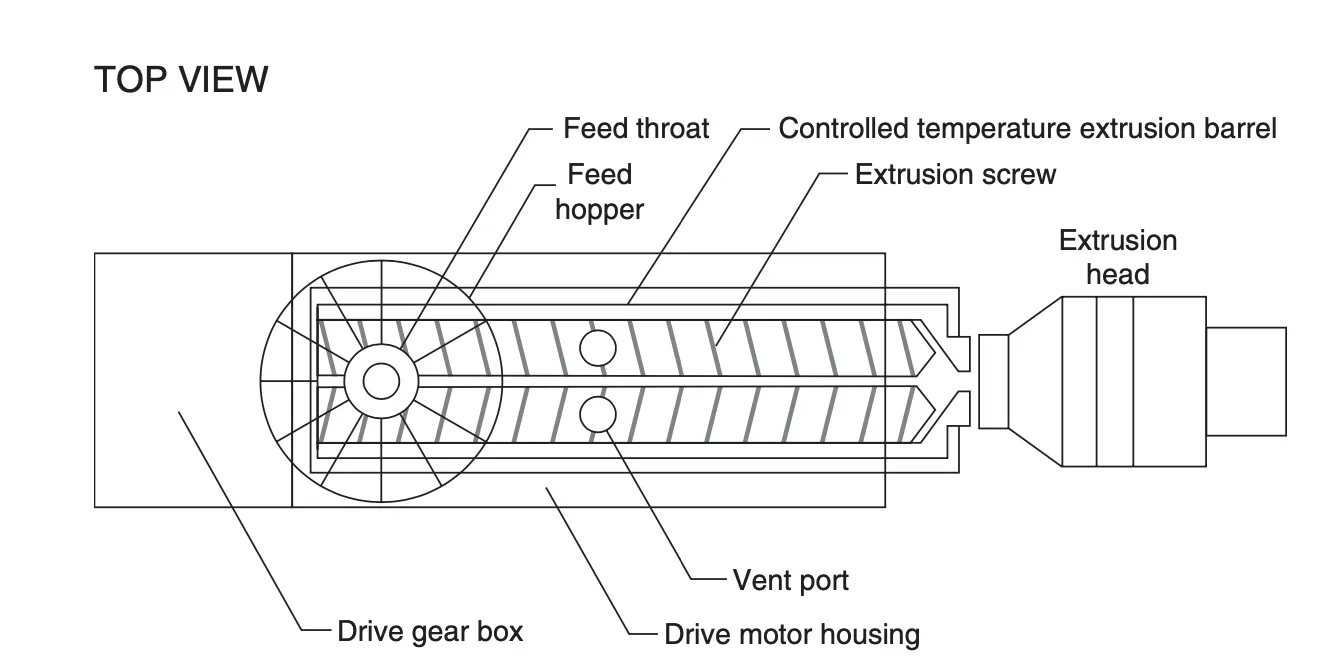
A popularidade da extrusora multi-rosca para a produção de tubos de PVC pode ser atribuída à flexibilidade de processamento adicional que ela oferece em relação às extrusoras de rosca única. A mesma tenacidade e resistência que tornam o PVC um excelente material para tubos também o tornam um material relativamente difícil de processar. A versatilidade da extrusora multi-rosca permite o processamento em temperaturas mais baixas para excelente controle dimensional, com menores quantidades de ingredientes de composição necessários, proporcionando ao PVC todo o seu potencial de resistência. O composto de PVC em pó flui do funil de alimentação através da garganta de alimentação até o cilindro da extrusora, onde é recebido por meio de parafusos giratórios. O material é então transportado com uma ação de bombeamento pelas roscas entrelaçadas através da extrusora. À medida que o material passa pela extrusora e é exposto a calor e pressão cuidadosamente controlados, ele é convertido do pó seco em uma massa plástica viscosa. Este processo é cuidadosamente monitorado e controlado com precisão para garantir as propriedades corretas do produto acabado. Quando o processo de plastificação (amolecimento) estiver completo e os voláteis tiverem sido removidos do plástico fundido, o material estará devidamente preparado para a conformação final. A massa viscosa e elástica do plástico é extrudada na matriz de formação do tubo sob alta pressão (2.000–5.000 psi). No tubo, as matrizes de extrusão, o material plástico quente é formado em uma forma cilíndrica. Ao sair da matriz de extrusão pelo orifício de saída, o material fica extremamente quente (cerca de 400°F), flexível e maleável. Neste estado, o plástico quente é formado com precisão dimensional em um produto acabado e depois resfriado até o estado sólido. O controle dimensional do diâmetro externo é estabelecido forçando o plástico quente através de uma luva de dimensionamento com um equipamento comumente chamado de haul-off, à medida que ele é retirado da extrusora. O controle da espessura da parede é estabelecido através da sincronização adequada das velocidades de transporte e da extrusora.
A espessura da parede normalmente é ajustada variando a velocidade do transporte. A redução da velocidade de transporte aumenta a espessura da parede, enquanto o aumento na velocidade de transporte reduz a espessura da parede. Quando são necessárias alterações substanciais na espessura da parede, também o são as alterações nas dimensões das ferramentas de extrusão. Após a conclusão da conformação final, o tubo de PVC extrudado é retirado da extrusora para tanques de resfriamento, onde é resfriado por água gelada. No momento em que o tubo emerge da extremidade dos tanques de resfriamento, ele já esfriou a uma temperatura na qual pode ser manuseado sem distorção. Depois de sair da estação de resfriamento, o tubo passa por uma estação de impressão, onde as informações pertinentes ao produto e ao processo são impressas no tubo. Além da impressora, o tubo é automaticamente cortado no comprimento correto com extremidades chanfradas, um processo realizado com uma serra planetária que corta e chanfra à medida que se desloca com o tubo em movimento. (Veja a Fig. 3 para ver um fluxograma do processo de fabricação.)
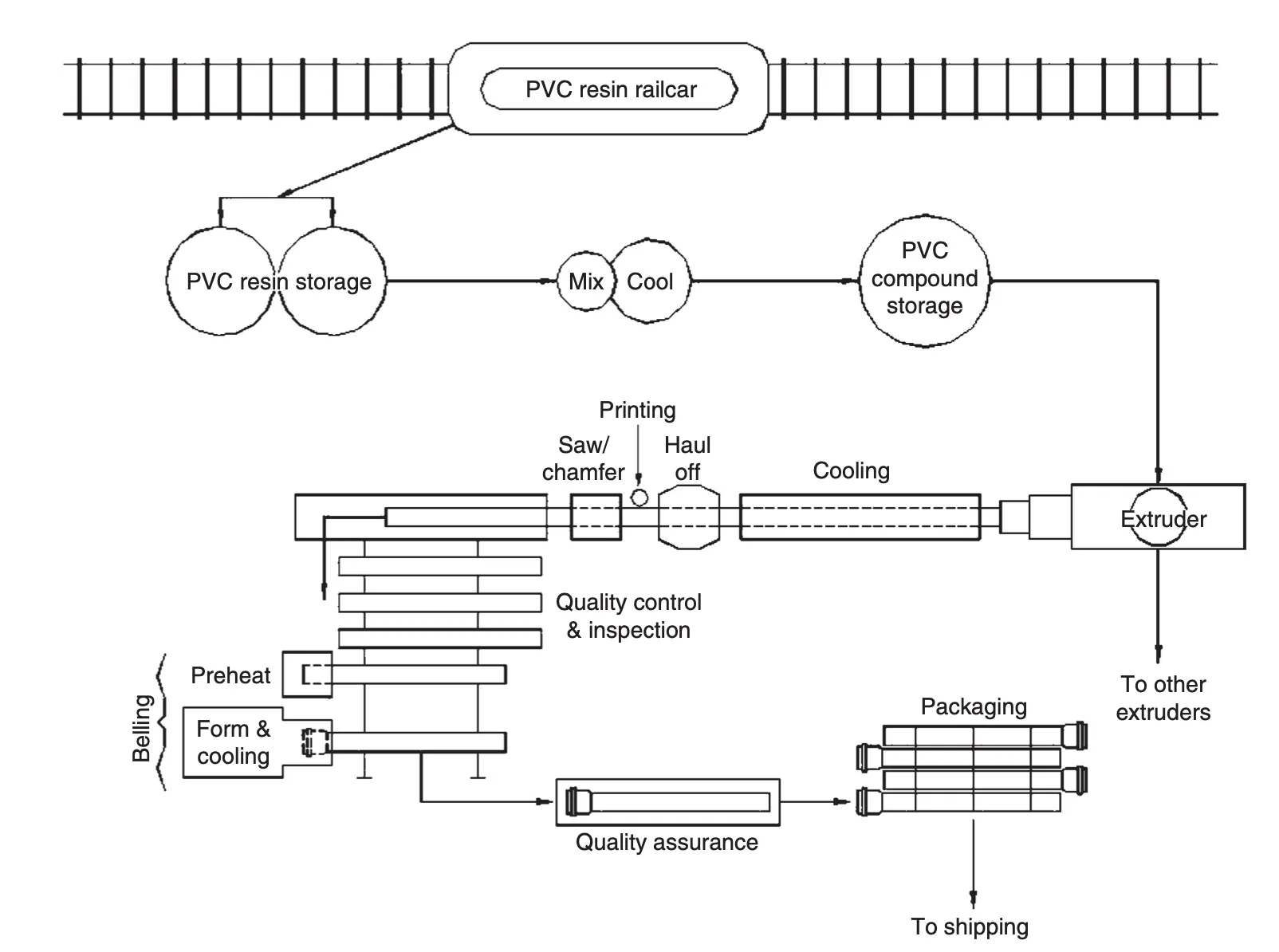
Neste ponto, o tubo de PVC acabado é transferido para uma estação de enchimento, onde um sino integral é formado na extremidade do tubo. Nesta etapa do processo, a porção do tubo a ser transformada em sino é reaquecida até um estado flexível, o que permite a moldagem mecânica. O sino integral é então formado por meio de ferramentas de precisão, que podem incluir um mandril interno e várias matrizes externas. Quando a junta esférica é formada corretamente, o plástico é resfriado até um estado sólido e a ferramenta é removida.
Durante todo o processo de fabricação, o produto é amostrado em uma frequência pré-determinada e submetido a testes de controle de qualidade. Cada peça (a menos que o comprador e o fabricante concordem com uma frequência de teste diferente) é preenchida com água e testada individualmente quanto à pressão. Quaisquer peças não testadas devem ser marcadas. Os testes de controle de qualidade são concluídos em lotes acabados para garantir que o produto atenda às especificações da empresa e do setor.